随着消费性产品架构的精密化,产品的品质越来越难以掌控,近年来各类产品出厂后故障频传,厂商最后不是大量召回产品维修,就是赔偿了事,连素来以品质闻名的丰田汽车(Toyota),也曾因为新车踏垫化会卡住油门,以致于紧急召回在美国、欧洲、中国大陆市场销售共700多万辆车,屋漏偏逢连夜雨,丰田汽车没多久又宣布将在日本市场召回当时甫问世Prius油电混合车,原因在于煞车系统出现问题。
会举丰田汽车这2个有点久的案例,主要是对照该公司闻名于世的丰田式生产管理,特别有其意义,这里先简单介绍何谓「丰田式生产管理」,顾名思义,此一管理方式是丰田汽车所创,由于汽车生产的制程既多且连续,再加上所需的零件数量庞大,以往的作法都是先备好大量的料件,以免生产时因零件短缺导致生产线中断,但这种作法必然造成零件囤积成本居高不下,「丰田式生产管理」的作法,是将所有的生产流程标准化,如此一来生产资讯就可有效计算出来,零件也可完全精准备货,仓库里的零件足以应付生产所需,但绝不会过多,制程标准化也可确保产品有一定的良率,但在「丰田式生产管理」的作法下,为何会出现车辆被大量召回的情事?其产品品质是否已出问题?
当然丰田式生产管理作法不必然保证100%的良率,其产品永远不会出问题,而是产品出现问题为何会全部召回,其背后只有2种可能性,第1是这些车辆全部都有安全问题,第2就是MES的追踪回溯管理机制不够精确,使得丰田不得不将市场上贩售的车款全数召回。
MES建立产品的生产履历
事实上,MES就好比产品的生产履历,在制造过程中,详实地纪录生产资讯,当企业遇到问题必须回收产品时,只须就有问题的那批产品序号进行回收,不必大范围召回;换言之,倘若MES具备良好的追踪回溯管理机制,企业就能缩小产品召回范围,同时也能降低因为召回产品而生的金钱或信誉损失。
举例来说,某甲投影机制造商接获消费者投诉XX型号产品有灯光偏移的现象,于是某甲企业从MES去回溯生产资讯,检视该产品在哪一段制程出现问题,像是压合设备是否正常运作?使用的压合参数为多少?灯泡原料由哪家厂商供应?倘若回溯结果发现是原料品质有瑕疵,才会造成灯光偏移的问题,某甲企业可以在MES内输入灯泡原料的序号,进一步查询该批货还应用在哪些产品上,再根据这些有问题的产品序号及流向发布召回令即可,而不必发布「近3个月生产的产品将全数召回」这种毫无指向性的召回令。

| 图1 : 单一标准化生产模式将逐渐被淘汰,多样化制造会是未来主流,在此态势下,MES将扮演更重要的角色。 (Source: Business Korea) |
|
其实,产品追踪追溯管理只是制造执行系统中的一个功能而已,并非MES主要目的,早期,制造业者导入MES目的为工作现场管控,也就是所谓的Show Floor Control,主要监控与管理各工作站的在制品(Work In Process;WIP)数量,随着电子产品朝向品牌发展,以及绿色环保法规要求,使得产品回收议题受到重视,连带让MES跟着行情看俏。
提升生产管理效率 MES应运而生
根据制造执行系统协会(Manufacturing Execution System Association;MESA)的定义,MES是藉由资讯传递方式,优化企业从下单到制成产品过程中的生产管理效率。资通电脑业务经理曾文光指出,企业导入MES的效益有4点:提高工厂产能、强化客户服务、改善产品品质、及降低生产成本。
随着电子产品朝向品牌发展,以及绿色环保法规要求,使得产品回收议题受到重视,连带让MES跟着行情看俏。
从MES发展背景来看,最早可追溯至1970年代的物料需求规划(Material Required Plan;MRP)系统。当时,制造业者普遍使用MRP进行生产管理,其用途在于规划产品所需要的物料与零组件,通常MPR的功能模组有客户订单处理、主生产排程规划、产品用料BOM表、库存管理、原物料采购、生产现场控制、产能需求规画等,后来制造业者转而使用制造资源计划(Manufacturing Resource Planning;MRP II)系统来管理生产作业。
MRP II则是以规划制造过程所需的各种资源为主,除了物料及零组件以外,还包括作业人力、机器设备产能、工程和制造方法、以及资金等,由于其与物料需求规划系统的简写同样都为MRP,故业界改称为MRP II以示区隔。
除了原有ERP功能模组外,MRPII还增加一些与企业经营相关的功能,像是企业营运规划、需求计画、预测、生产计画、应收/应付帐款、固定资产管理、财务总帐、成本会计、薪资计算、人力资源管理、企业经营绩效评估等,之后,MRP II转型成现今常见的企业资源规划系统(Enterprise Recourse Planning;ERP)。
然而,ERP与制程管控相关的功能,大多只有开立生产工单、原物料使用及采购建议两种而已,就实际的生产过程来看,ERP并没有办法详实记录所有的生产资讯,毕竟除了材料的领用消耗外,包括生产人员、设备稼动率、材料损耗、在制品数量及过站转移控管、各工作站作业效率、品质检测等,都是生产过程中相当重要的资讯,而这些ERP无法达到的效果,后来就陆续衍生成为MES。
MES擘画智慧工厂面貌
回到台湾市场来看,90年代,台积电、联电等半导体业者是台湾企业导入MES的先河,由于半导体制程长、自动化机台种类多,必须藉由MES系统进行制程管控,例如:设定生产参数、读取WIP数量、搜集生产资料等。
在半导体产业之后,面板、光电、零组件、电子组装、等电子制造业者也相继导入MES系统,背后原因在于当时台湾电子制造业以OEM/ODM代工业务为主,品牌客户在寻找代工厂时,首重工厂的生产管理能力,另外在签定代工合约后,品牌客户也会定时稽核工厂生产状况,而MES系统能够产出各种管理报表,不仅可以满足客户的稽核要求,也有助于台湾厂商取得客户信心。
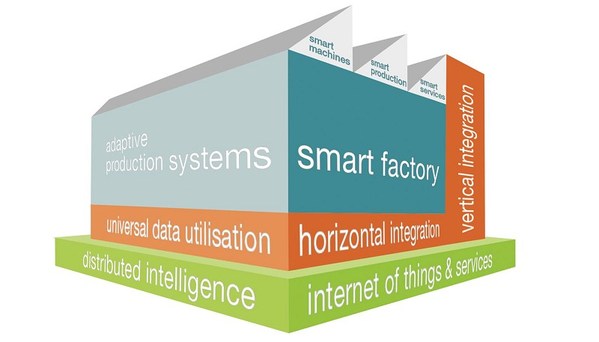
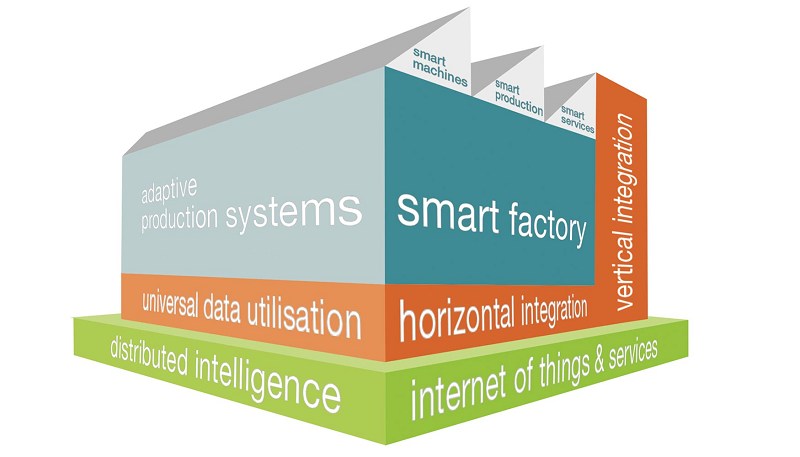
| 图2 : 「智慧化」的说法与做法,业界虽没有一致标准,不过仍有一定的共通点,也就是产线系统中各设备必须全面有效连结。 (Source: Interempresas) |
|
近年来,MES市场需求扩散至传统制造产业,例如:鞋类、纺织、食品等,就有业者指出,过往MES导入案例集中在电子制造业,如今在大陆缺工、劳动成本上涨的情况下,连带提升了不同行业对自动化的需求,自动化需求降低了MES的导入门槛,从而提升导入意愿,另一方面自动化系统让生产设备不再完全逐人力成本而居,低廉的土地购置成本反而成为全自动化工厂的第一考量,因此未来智慧工厂势将散布于基础建置完整而人烟稀少之处。
在人烟稀少之地设厂,对企业管理者而言,虽然设厂成本降低了,但相对地也更不容易掌控生产状况,为了确保产线人员会按照公司规划的生产流程来作业,在此情况下,MES的需求将会逐步升高,透过MES远端监控工厂状况,管理者随时掌握目前生产资讯,从而达到有效管理工厂的目标,因此未来智慧工厂的面貌,将会是工厂分布在全球人烟罕至的空旷之处,管理者透过网路连线系统随时掌控各厂生产状况,而在此图像下,MES所扮演的角色也将越来越重要。
**刊头图片(Source: LG)