科技的演进,产业自动化发展成一个新兴产业,先进国家无不开发自动化相关科技产品并提高产品质量。加上大陆低工资影响,对台湾传统产业产生更大冲击,所以自动化生产为国内必须导入之技术。工厂自动化生产,生产线数量庞大,管理者难以监控全部生产线,我们要有效对正在进行生产线追踪观察,掌握生产线运作状态控制与人力效率,生产监控系统是必备。外面一套监控系统可能要数十万,我们秉持低成本策略来开发。本生产监控系统可以输入该次生产线数据号码,然后纪录生产线工作人员作业登陆时间与注销时间,生产线机台运作数据,以上功能在硬件上面可以在LCD上显示出来。计算机端我们使用Visual Basic撰写用户接口,我们规划32个方格,每一个方格代表一个生产监控系统,当我们点选方格会出现生产线数据号码、生产线工作人员作业登陆时间与注销时间、生产线机台运作讯号,提供给管理者在主监控PC端观看目前运作强况。以现今我们可以将此产品应用在工厂生产线监控,观看生产线运作情况是否良好、人员出勤状况方便管理者调整产线人员分配、生产线生产效率、以及多方生产线同时监控,让老板或管理者可以清楚了解机台使用率,而增加该产品生产力。
- 1.让生产线机台工作人员,透过操控盒输入信息,例如:传票号码、工作人员编号、工作人员是否在在线工作。
- 2.管理者则是透过人机接口,观看操控盒(生产监控系统)输入的信息例如传票号码、工作人员编号、工作人员几点上班几点下班、目前生产线忏品之累积量,在人机接口也可观看哪个机台是否运作。
- 3.透过RS485传输稳定、传输距离远特性,将每个操控盒数据回传到计算机,多组同步更新数据,方便管理者轻松管理工厂所有生产线状况。
设计概念
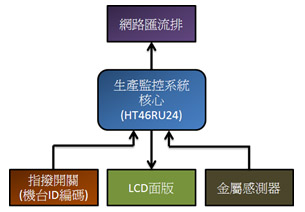
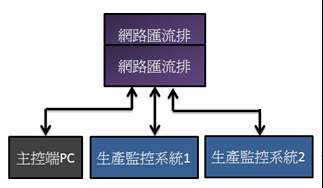
每个生产线监控系统都有一个HT46RU24芯片作为主核心,我们利用到芯片多组I/O埠功能、UART功能与TIMER功能,HT46RU24抓取机台ID编码、金属传感器数据,透过LCD面板与网络总线,将数据传送出去,用户可以在生产监控系统LCD屏幕观看显示信息,管理者可在生产监控系统PC端观看多个生产线数据,如图1与图2所示。
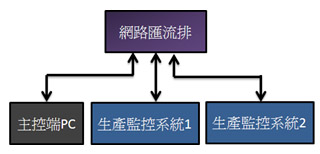
| 图一 : 多组生产监控系统同时将数据传到主控计算机架构图 |
|
计算机监控接口
主要由Visual Basic 6 撰写设计的计算机监控接口,让管理者使用桌上型或是笔记本电脑透过计算机监控接口,轻松得知目前机台运作情况,最多可以观看32个机台状况如图3所示:
计算机监控接口分为3区:
A区:可以观看目前日期时间。
B区:每一格代表一台机台信息显示区,最多可以观看32条生产线信息如人员登 出入时间、生产量、传票号码、机台累积运作时间如图4。
C区:用户设定传输通讯格式。
硬件架构:
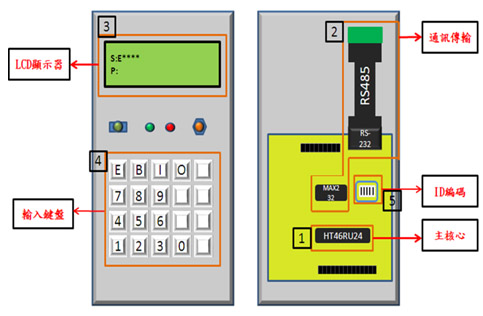
电路可分为5大部分,分别为1.生产监控系统主核心、2.通讯传输、3.LCD显示器、4.输入键盘、5.生产机台ID编码。如图5所示:
主核心:
主核心为HT46RU24,用来控制整个生产监控系统装置,例如:5X4键盘使用9PIN I/O埠来读取,读取用户键盘输入之值,其键入数据显示信息送到LCD面板,而生产信息透过UART接收或传输到主监控端...等等。
通讯传输:
传输数据透过UART传送到MAX232芯片,MAX232芯片再透过RS232转RS485装置,传输数据到主监控端。我们将RS485透过网络线与HUB可以作多组生产监控系统传输与远距离数据传输。
LCD显示器:
在一个20字*4行LCD面板,人员在在线操控信息,与人员登入注销状况由LCD显示,方便人员输入时可以观看目前信息输入有无错误,生产量数量是否有误...等一些讯息。
输入键盘:
使用4*5键盘,有0~9数字键、四个英文按键、确认键、重设建、停止键、开始键、输入键、修改键,用户可以透过以上按键来作功能操作。
ID编码:
在每个生产监控系统,都有一组指拨开关,可以让使用多组监控系统用户自行编码每台ID,目前我们设定最多可以编码32组,方便管理者知道哪个生产线配哪个监控系统。
功能介绍:
我们将电源打开,进行生产线单号输入,与作业人员ID输入,并开始监控生产线:
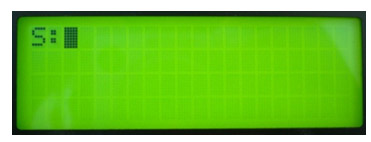
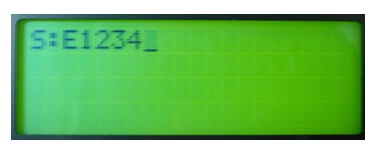
1. 打开电源LCD背光亮并显示S:,等待用户输入传票号码如图6所示。
输入生产线号码,例如:E1234,如图7,输入完毕键入”输入键” 。
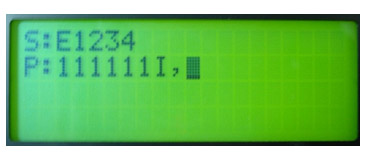
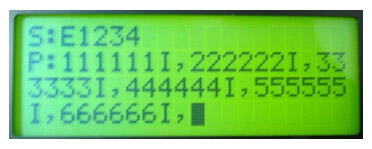
输入登入人员ID号码,例如人员ID1-111111输入完成后,键入”IN键”,人员ID号码后面出现英文字母(I),接着键入”输入键” 指此第一组人员ID-111111登入如图8,最多可建立6组人员ID,如图9。
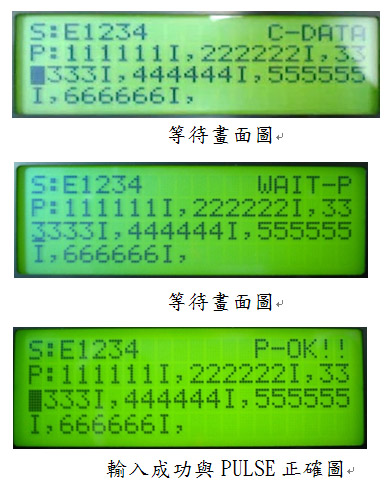
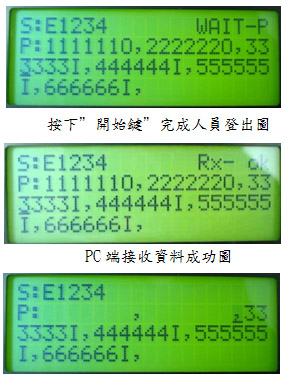
确定人员键入完毕按下”开始键”,LCD依序显示C-DATA WAIT-P(此功能为等待生产线开始运作,约等待一段时间)如图10、图11,确认该生产线已正常运作后会在LCD显示P-OK如图12。
们透过计算机软件接口,观看刚刚输入生产线号码、人员登入ID、登入注销时间与生产线之产量数如图13,最多可以看32台机台运作情况如图14。
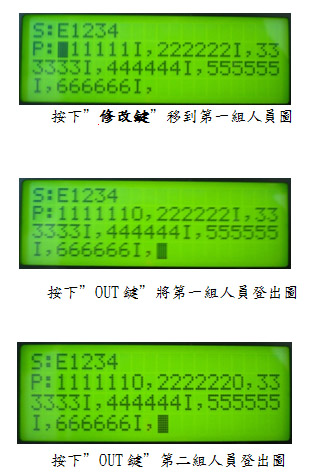
人员有增加或退出按”修改键”做修改,按下修改键次数黑色指针会显示在六组人员ID号码相对位置进行修改,以下示范注销第一、二组人员:
1. 首先按下”修改键”移到第一组人员位置。
结论:
现在工厂无不往自动化生产,而且数量庞大,我们做出这一套低成本生产监控系统,让老板透过一个屏幕就清楚明白现在每个生产线运作状况,替老板节省原本要逛整个厂房所需要的时间,也让老板可以以现在每台监控系统所显示信息,做立即人力调配提高生产线生产效率,一次解决老板管理庞大生产线,对老板来说时间就是金钱,时间不适用来浪费在不该浪费地方,所以我们生产监控系统是老板的帮手。
<作者为国立云林科技大学 电机工程所>
--本文由盛群半导体提供--