
汽車裝飾條在成型過程中,澆口附近經常出現色澤不均的白斑,嚴重影響產品外觀。白斑的生成與成型參數和模具結構有關,對比Moldex3D模擬結果與實際實驗,可知Von Mises應力與白斑生成與否有高度關聯性,通過對成型參數優化的模流分析,可大幅降低產品形成白斑風險。
本文針對成型工藝和模具結構對ASA製品表面白斑影響規律進行探討。
挑戰
在澆口附近流經凹槽區域常常出現色澤不均的白斑,成因複雜且難解。通過模擬,在複雜的成型影響因素中,研究「白斑」產生的原因和改善方法;建立起光澤度與成型參數的關係模型,並對成型參數進行優化。
解決方案
利用Moldex3D模擬ASA車件裝飾條之研究模型的成型過程,通過設定不同的射出溫度、射出速度、模具溫度及澆口尺寸等成型參數與模具設計,研究白斑產生的原因和改善方法。研究尋找降低白斑產生風險的最佳成型參數,並通過實驗驗證模擬結果與實際產品的相關性,提出改善ASA研究模型白斑的可行性方案。
效益
在各種成型參數中,找出ASA研究模型表面白斑生成的主要影響因素。找出模擬分析中,可行的白斑風險評估指標,提前迴避白斑生成問題,降低實際試模次數,有效提升產品開發效率。
案例研究
本研究為探討汽車裝飾條產生白斑的原因和模擬預測方法,設計一簡化模具模擬ASA材料通過澆口後流經一凹槽的行為如圖1,ASA從側邊澆口流入,在距離澆口20mm的位置經過深度1mm寬度5mm的凹槽,然後進入均勻厚度的形腔。實驗挑選了四個不同的射速和料溫,共16組進行測試,得到嚴重程度不一的白斑。

|
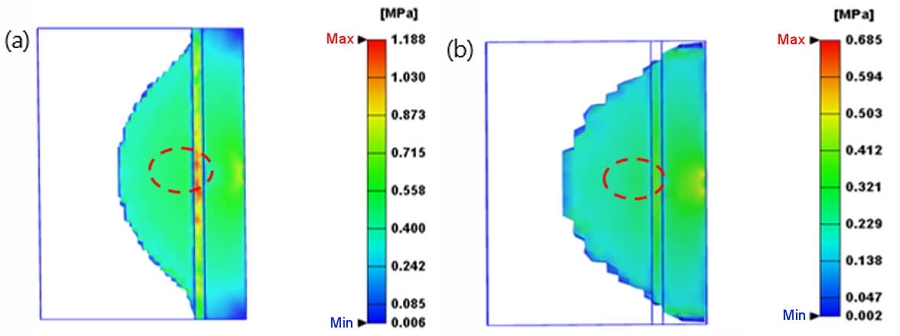
由於白斑無法藉由絨布擦拭去除,因此可以排除是塑料添加劑釋出產生的色塊。挑選白斑最嚴重和最輕微的組別進行比較,模擬結果的Von Mises應力分布如圖2,可以發現在凹槽後方的區域,Von Mises應力存在明顯的高值,且嚴重組別的數值明顯大於輕微組別。
|
進一步在凹槽後方的區域設置7個探針,其中探針1作為近端參考點,探針7作為遠端參考點,中間5個探針等距離排列,如圖3。
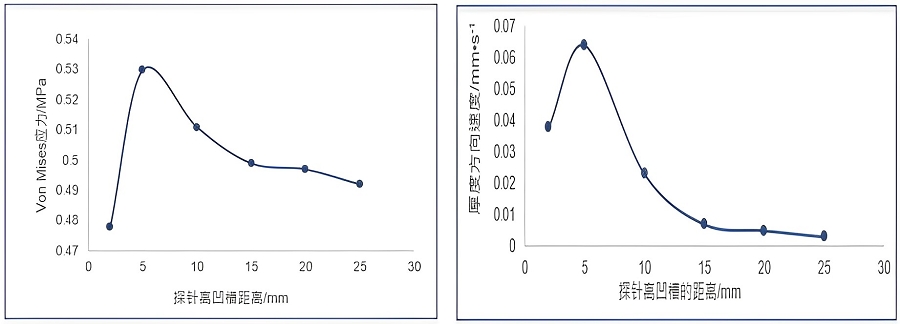
從16組數據可以發現,隨著探針與澆口距離增大,Von Mises應力都先急遽增大,然後逐漸減小,峰值大多出現在距離凹槽5mm的探針2,而不是最靠近溝槽的探針1。

|
除了Von Mises應力變化外,厚度方向速度隨探針位置變化也有類似的趨勢,如圖4,各探針處厚度方向速度變化明顯,先急遽增大再逐漸減小,在凹槽附近區域流動極不穩定,速度最大值出現在探針2處,厚度方向速度和Von Mises應力似乎可以用來判斷白斑問題。
|
為了找出影響白斑產生的關鍵因素,本研究選擇澆口厚度、形腔厚度、射出溫度和射出速度四個變數進行表面光澤度實驗,由正交實驗數據分析可知澆口厚度相較於其他三個因素與光澤度的關係並不顯著,而形腔厚度、射出溫度與射出速度則為光澤度的顯著因素,其重要性依序為射出溫度>形腔厚度>射出速度。各因素與光澤度的趨勢曲線如圖5。

|
較模擬的Von Mises應力與實驗的光澤度如圖6,進行相關度分析可知光澤度與Von Mises應力呈現顯著相關,因此透過模流分析預測Von Mises應力作為評估白斑風險的指標應是合理可行的方法。

|
本研究藉由各因素與光澤度的趨勢曲線,經回歸分析可在給定的條件範圍內得到解決白斑問題的最佳解為形腔厚度3mm,射出溫度280度,射出速度15mm/s,以及澆口厚度2.5mm。
從模擬結果可以看到,與白斑嚴重的原始組別相比,優化組別的Von Mises應力與厚度方向速度明顯減小如圖7,白斑的狀態也明顯消失。

|
結果
本研究展示了使用模流分析中的殘留應力和厚度方向速度,可作為評估白斑風險的工具。結合實驗設計方法,可以分析各個變數和白斑生成之間的相關性,從而有效地優化模具和成型條件,以避免白斑的發生。
(本文作者張文彥為科盛科技技術支援處高級工程師)
PIC32-BZ6:新一代高度整合單晶片無線平臺
隨著智慧設備的射頻(RF)設計複雜性日益增加,傳統無線解決方案通常需要多晶片組合才能新增功能,或頻繁重新設計才能滿足不斷升級的行業標準。為此,Microchip推出全新高度整…
隨著智慧設備的射頻(RF)設計複雜性日益增加,傳統無線解決方案…