高分子加工過程中,流變行為是一項複雜且重要的特性。可靠的材料資訊和模型,是模流分析能成功進行的要素之一。透過毛細管流變儀的量測,配合非彈性(泛牛頓)流體高分子流動的假設,即可合理預測出高分子流動行為。然而由於高分子本質上為黏彈性,因此非彈性分析將無法完整描述其黏彈現象。
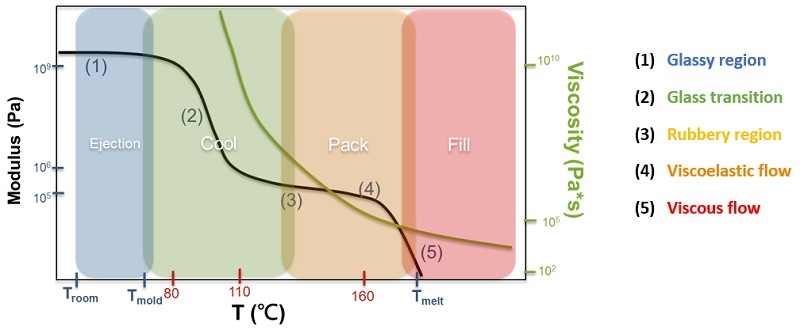
典型的非結晶高分子模數及黏度曲線如圖1所示[1]。基本上隨著溫度的降低,彈性行為相對於黏性行為會越來越顯著。根據高分子物理學,高分子聚合物狀態可分為五個區域:(1)玻璃態區域、(2)玻璃轉移區、(3)橡膠區、(4)黏彈性流動區域(5)黏性區。非彈性(泛牛頓)流體模型適合用以模擬黏性區域(5)中的流動行為。從黏彈流動區域(4)到橡膠區域(3),彈性變得越來越重要;而從玻璃轉移區到玻璃態區域,塑料則會越來越像固體(越來越有彈性)。
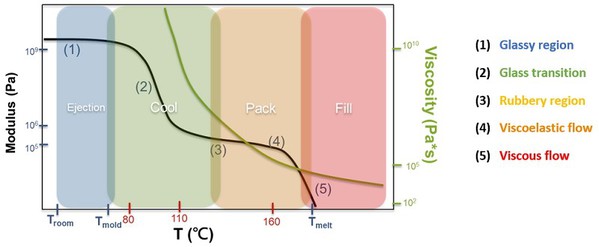
| 圖1 : 非結晶高分子模數及黏度曲線圖(標示的刻度為聚苯乙烯) |
|
充填階段中,由於黏滯加熱,熔膠溫度通常高於噴嘴溫度,溫度通常落在黏性流動區域,即可適用非彈性(泛牛頓)流體模型。在保壓階段,熔膠溫度逐步降低,從黏彈性流動區(4)到橡膠區(3),代表彈性行為越來越重要。保壓階段之後,高分子在冷卻階段進入玻璃轉移區,並在頂出階段到達玻璃態區域。
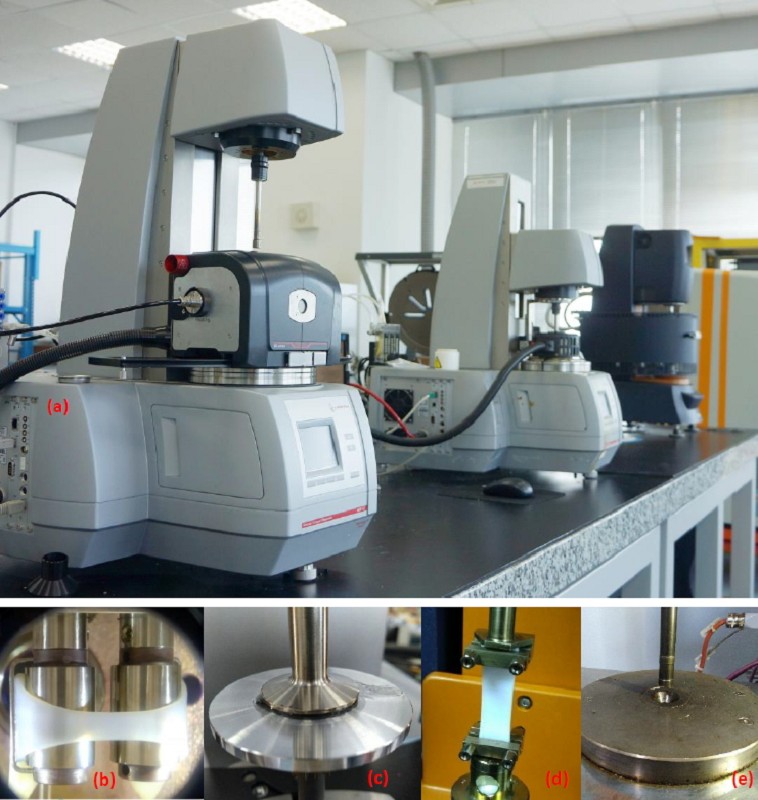
要成功完成黏彈性流動模擬,除了穩定的黏彈性求解器外,具有可靠材料數據和參數的數學模型是絕對必要的。為了準確掌握材料行為,科盛科技材料科學研究中心配有數種流變儀,包括毛細管流變儀,旋轉流變儀和DMA等(圖2)。

| 圖2 : (a)旋轉流變儀,包括Anton Paar MCR-502 及TA DHR-3;(b)拉伸流變儀(SER);(c) 平行板夾具;(d)DMA模式的扭轉夾具; (e)毛細管流變儀。 |
|
一般而言,會認為熔膠在射出成型的充填階段有較高的剪切率和較高的溫度,因此毛細管流變儀通常會是量測流動行為的理想儀器。然而在模穴中一些特定的區域(例如核心層或肉厚區等),卻會有較低的剪切率;除此之外在保壓階段時也容易觀察到在表層會有較低的溫度。因此,單憑毛細管流變儀所量測到的黏度資訊,將不足以描述完整製程過程。
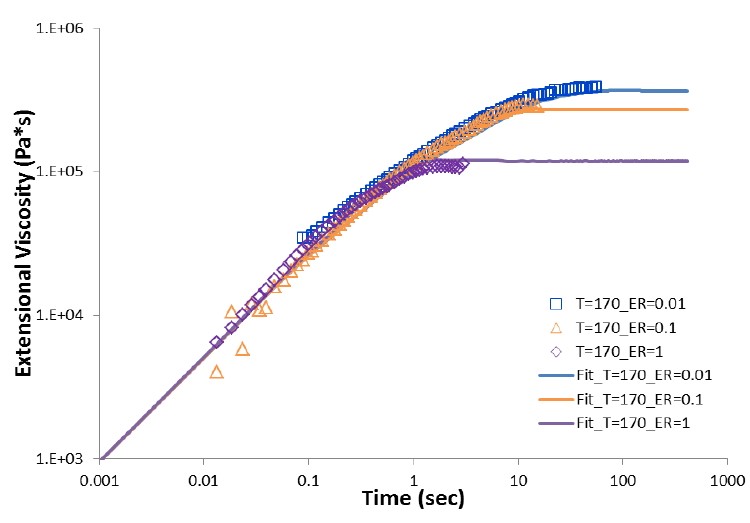
為了擴大剪切速率和溫度範圍,可以同時使用平行板夾具和毛細管流變儀。此外,有相似剪切行為的不同高分子熔膠也可能在拉伸行為上展現出很大的差異,此現象在高分支聚合物上尤其明顯[2]。因此科盛引入SER來鑑定拉伸流場下的流變特性。
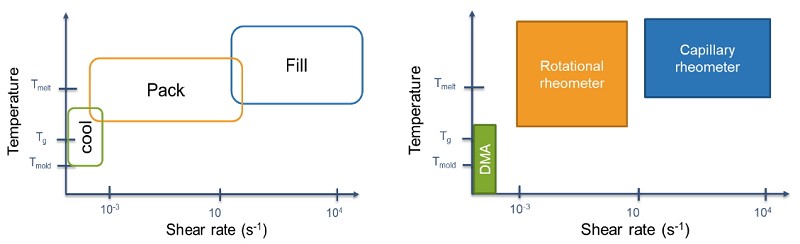
毛細管流變儀可量測的範圍涵蓋高溫(約為製程溫度)及高剪切率。然而到了保壓階段,剪切率會驟降至10 s-1以下,且溫度較充填階段低。至冷卻階段,溫度甚至會低於Tg。不同階段的溫度和剪切率如圖3(a)所示,其中可明顯看出保壓及冷卻階段的的溫度及剪切率,已在毛細管流變儀可量測的正常範圍之外。我們可以利用其它不同的量測儀器(包括旋轉流變儀及DMA等)來獲取低剪切率與低溫度的流變數據。不同儀器量測的可量測的溫度與剪切率範圍如圖3(b)所示。
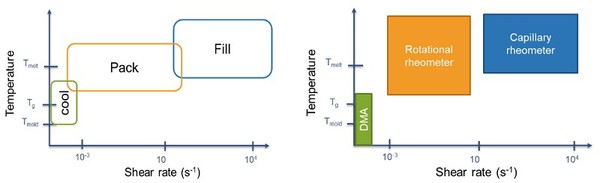
| 圖3 : 射出成型中 (a)各階段(b)各量測儀器的溫度與剪切率視窗 |
|
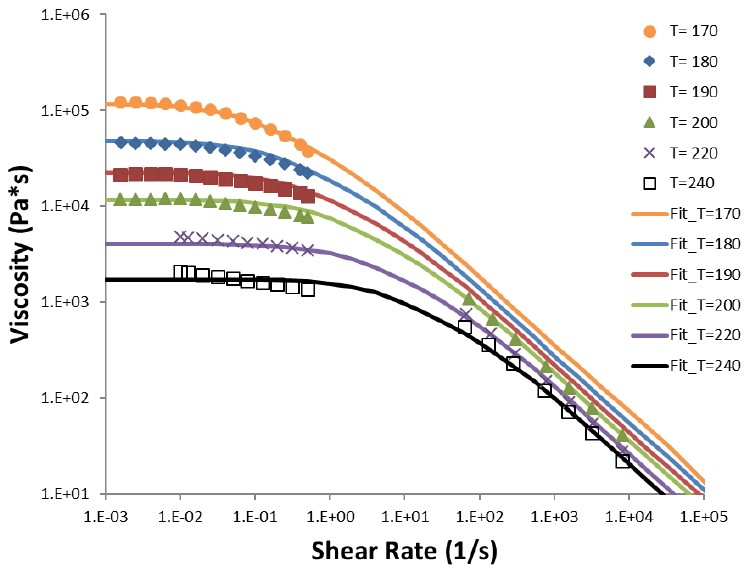
在充填與保壓兩個階段中,剪切率的範圍約為104 至 10-3 s-1,故若要準確模擬高分子流體在充填及保壓階段的流動,我們可以結合毛細管流變儀和旋轉流變儀的量測數據。以聚苯乙烯為例如圖4所示。
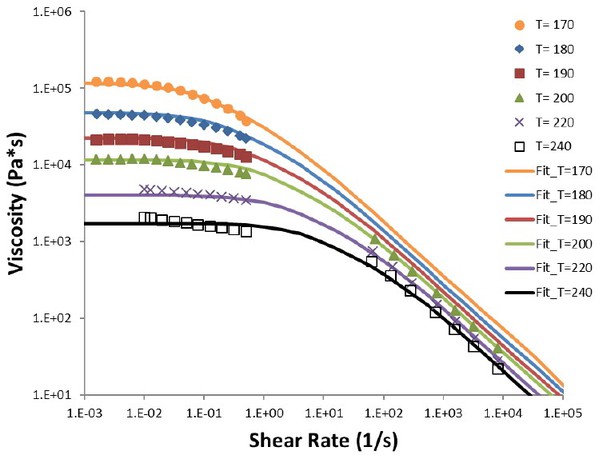
| 圖4 : 毛細管流變儀和旋轉流變儀所量測的剪切黏度 |
|
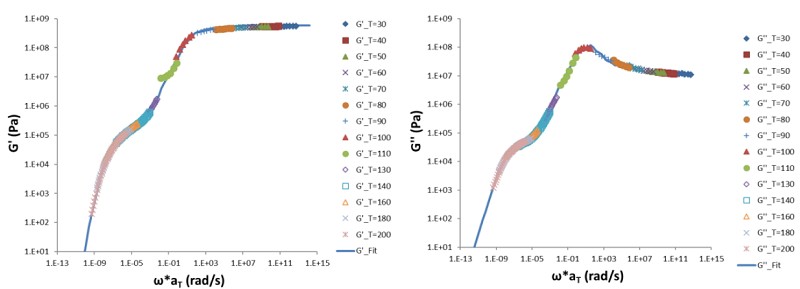
射出成型中的高分子溫度範圍可能在熔膠溫度到模溫之間。為了獲得更可靠的流變數據,我們可結合旋轉流變儀和DMA。圖5即顯示PS從熔膠溫度(攝氏200度)至玻璃狀態(攝氏30度)之間的動態模數。
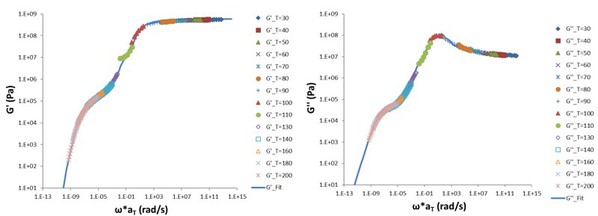
| 圖5 : 旋轉流變儀和DMA量測出的動態模數主曲線。 |
|
不同儀器所量測的流變數據我們可以使用黏彈模型來擬合,在此以接下來以EPTT模型為例,如圖4-6所示(點為量測數據、實線為黏彈模型),模型與參數即可應用至Moldex3D黏彈性流動求解器,進行後續模擬分析。
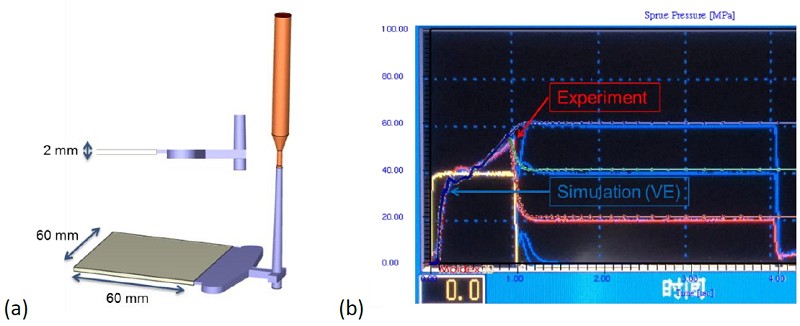
測試模具幾何包含了流道及噴嘴等單位,如圖7(a)所示。產品厚度為2 mm,寬與高皆為60 mm。以實際的聚苯乙烯射出成型實驗配合模擬來做驗證,不同保壓設定的實驗與Moldex3D模擬比對如圖7(b)所示。可以觀察到除了V/P切換點的瞬間之外,不論在充填或保壓階段的模擬與實驗結果曲線相符;而V/P切換瞬間的曲線受機台響應影響的強烈影響。實驗中落在V/P點上的壓力峰值為53.7+/-0.3 (MPa),與模擬的數值54.6(MPa),兩者非常接近。
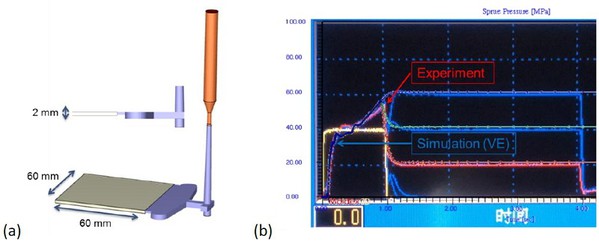
| 圖7 : (a)射出模具幾何;(b)實驗及模擬的豎澆口壓力曲線 |
|
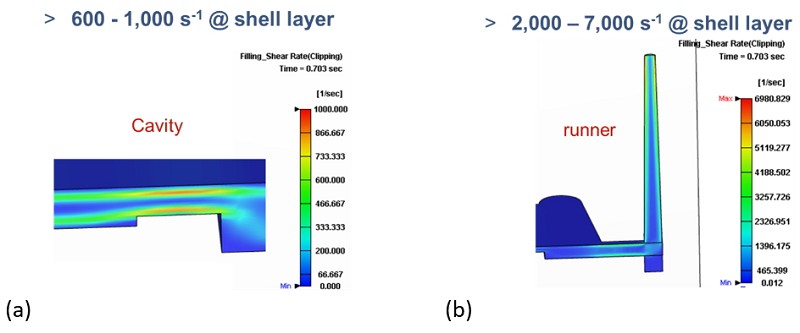
透過Moldex3D射出製程模擬結果來研究成型過程中的細部資訊,可發現充填階段的剪接率分布狀況為:流道的殼層約在2,000至7,000 s-1之間,模腔在600 至 1,000 s-1之間(圖8)。這些剪切率都在毛細管流變儀能夠測量的範圍內。圖9顯示保壓階段的剪切率分布:在流道中剪切率低於20 s-1,模穴中則低於1 s-1,是毛細管流變儀無法量測範圍。由此可見,不論是量測溫度或剪切率,毛細管流變儀都不足以涵蓋保壓分析。
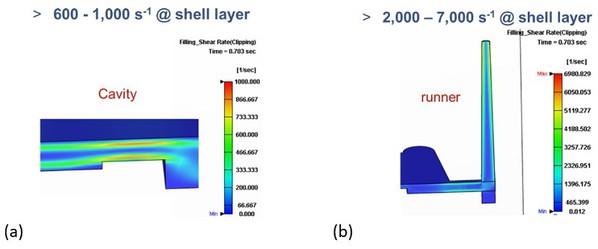
| 圖8 : 充填階段結束時的剪切率分布:(a)模穴;(b)流道 |
|
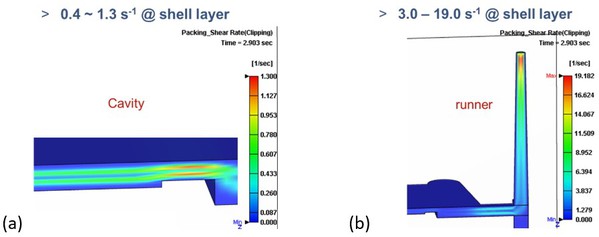
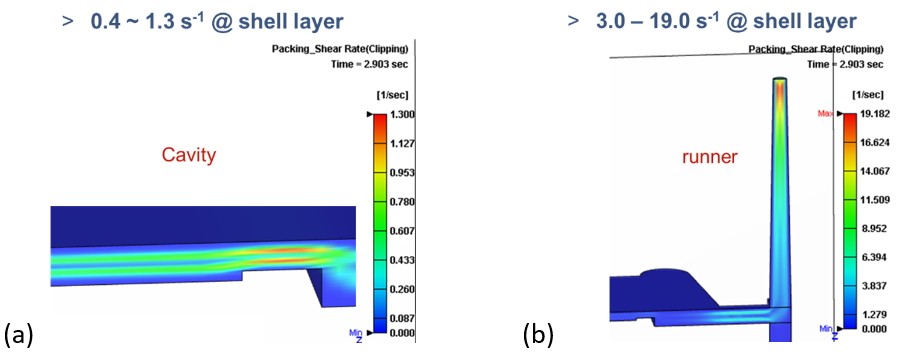
| 圖9 : 保壓階段的剪切率分布:(a)模穴;(b)流道 |
|
圖10為保壓階段溫度分布。流道殼層的溫度低於攝氏180度,模穴中的溫度低於攝氏140度,也是落在毛細孔流變儀無法量測的範圍。且上述溫度範圍位於黏彈流體區域至橡膠區之間,在此區域中,彈性行為已相當重要的。因此需要旋轉流變儀來量測出低剪切率和低溫數據,使得模擬更為準確(尤其是保壓階段的部分)。
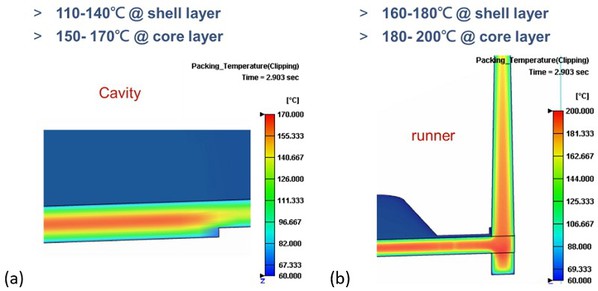
| 圖10 : 保壓階段的溫度分布:(a)模穴;(b)流道 |
|
總體而言,若要更真實且精確的模擬出完整的射出成型製程,可綜合不同量測儀器,以獲得更完整的流變數據。而若要提高黏彈性資料庫的普遍性,則須仰賴廣大材料商的支持。
(本文作者王鎮杰為科盛科技材料科學研發中心經理)
參考文獻
[1] Shaw, M. T.; MacKnight, W. J. Introduction to Polymer Viscoelasticity; Wiley, 2005.
[2] Macosko, C. W. Rheology: Principles, Measurements, and Applications; Wiley,