放眼这波疫情过后,各国制造业开始重组供应链布局,除了有部份金属切削加工产业仍持续强化稼动率管理、自动化生产,也有业者看好航太、绿能等新兴领域,开始逐步累积专业知识,以改良自主开发机种;或引进国外高阶磨削设备、刀具,协助客户转型升级。
随着近几个月来国内外疫情逐渐趋缓,根据经济部投审会最新统计2020年1-4月核准侨外投资件数为1,220件,较上年同期增加8.93%;投(增)资金额计美金29亿6,754万6,000元,较上年同期增加近5成(48.68%)。其中较大规模的指标投资案,便是丹麦商ORSTED WIND POWER TW HOLDING A/S为落实2018年通过风场电网分配遴选后的建设阶段,增资大彰化东南、大彰化西南离岸风力发电公司共计新台币约248亿元,预计明年并网;接下来直到2025年风场投资都已敲定,将是未来稳定投资动能。
加上中美下一波贸易战火又将来袭,包含半导体、军工航太、绿能科技、医疗民生等战略性产业即将成为各国制造业重组在地供应链,筹组国家队目标,值得台湾上下游金属切削加工业、刀具、工具机等厂商提早掌握关键布局。
乔崴进切入航太复材 借目标导向开发工具机
乔崴进身为金属切削工具机大厂,自2000年成立以来,不仅善用从龙门型机种的A/C主轴头起家的优势,陆续开发重切削、连续性多面体、高速,以及多轴、复合加工机种。
为了协助客户改善加工时出现切削颤振现象,还要求在每部机台出厂前先经过重切削测试,倘若切削不良致无法通过者,将利用冲击槌及量检测仪器来检测振动行为、频率;并透过机电整合控制反馈马达资讯,搭配测得振动频谱的结果、对应刀痕来提升切削性能;进而结合数据分析、切削理论来改善机台结构。
由于模具业向来是乔崴进看重的消费市场之一,不仅能借此解决加工流程中掉刀、低频振动、两轴不匹配等因素所造成表面纹路,甚至还可定义加工应用的切削条件与功能,再利用切削稳态图验证机台性能;透过电脑辅助工程的有限元素分析、拓朴结构模态分析和机电技术最佳化设计等方法,实现目标导向的机台设计。
分别切入:600~1500Nm、50吨工作台载重的超重型加工、6m~12m 3D 切削进给速度的精密&高速模具加工,以及最新加入20m/min以上切削进给速度的铝合金及复合材料加工应用领域,还与汉翔公司合作开发叠层复合材料/超音波蜂巢加工专用机与解决方案,与中兴大学在结构、切削数据分析上合作。
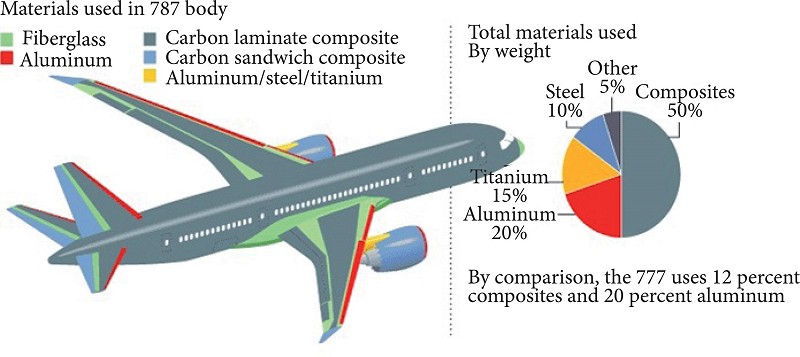
自2013年开始,乔崴进便亲赴美国波音公司参访,了解航太产业的材料应用趋势,发现次世代商用客机进入换机潮之后,更强调轻量化以提高燃油效率,导致近几年来航太结构件采用难切削材料比例上升,已由原本约70%比例铝合金转型,改为质轻、高强度、昂贵的碳纤复合材料(Carbon Fiber Reinforced Plastic ,CFRP)取代,比例已超过50%,工具机厂商也无法像过去仅单纯移除大量铝合金材料。
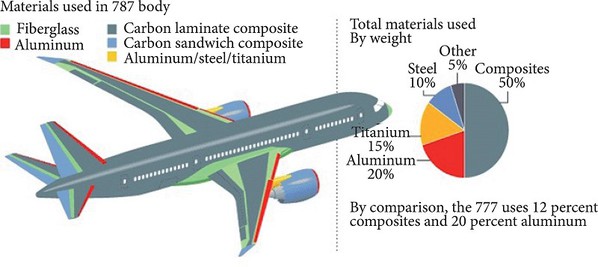
| 图1 : 进入换机潮之後的次世代商用客机,在近几年来航太结构件已由原本约70%比例铝合金转型,改为碳纤复合材料比例已超过50% (source:www.scielo.br/) |
|
目前须面对的航太复合材料包含蜂巢结构及叠层复合材料,皆利用模具烘烤成型之后,再经过局部裁切、去毛边、钻孔等制程。其中先将碳纤维+树脂材质层层叠贴之后,在中间安排蜂巢结构以提高复合材料成形的抗压强度,形成预浸布;再经模具与压力釜烘烤样品成形;针对成品进行局部裁切、钻孔、寻边(去毛边)加工,最后才是完成涂装美工。
惟若进一步分析现今常用于钻孔及侧边铣削叠层复合材料常见问题,皆须结合高速旋转主轴选用刀具、切削策略,更像是磨断材料,才能克服因切削不良,容易发生脱层与毛边现象、缩短刀具寿命;尺寸、位置的切削精度不佳,无法通过品质管控;或是树脂受到过热融化,产生大量粉尘等问题。
乔崴进指出,基于现今航太加工制程常要求钻削CFRP孔洞表面粗糙度Ra
还能在刀具加上钻石/PCD镀层,可延长2~3倍寿命,避免刀具磨损后的钻孔品质会越来越差,所以通常会借观察孔位品质来决定换刀与否;或者利用刀具前缘的倾角及材质,来改善孔洞品质。
接下来还要导入其他「钻削策略方案(Orbital Drilling)」,系指透过刀具以螺旋方式钻孔的工法之一,共由主轴、轨道旋转与进给3种运动方式组合而成。好处是因为刀具小于孔径而有效排屑,当复材与金属表面紧密贴合时,同把刀可用于多种孔径加工,减少刀具库存;且在切削过程里的发热量及轴向推力需求小,得以在复材钻孔时,大幅减轻切削毛边或脱层等现象;非满刀切削,使之切削温升小,减少树脂熔化风险、有效冷却切削刀尖点,可依不同材料层调整进给速度。
端铣时则常因为复材半成品的边缘不平整,所以须要进行寻(修)边作业,经常使用侧铣和槽铣工法,而容易遇到2种破坏模式:上下层复材脱层现象、纤维被刀具拉出。所以建议应采取端铣策略的刀具方案有:双螺旋铣刀,在切削过程中,将上下层向内压缩,避免脱层现象;低螺旋铣刀,适用于槽铣与侧铣精加工,加工平稳又振动量小;蜂窝铣刀,专用于切削碳纤,切屑小易排除,适用槽铣;多刃铣刀,利用鲨鱼齿的设计让切削力分散,提供最佳表面粗糙度,适用槽铣;球头铣刀,适用于CFPR/Al、CFPR/Ti等多材质结构。
且由于在复材成形之后,容易造成翘曲问题,使得工件形状、位置与原始图面有偏差,客户可能将钻孔位置和深度列为验收的主要项目。乔崴进现也在机台上安装无线雷射测距仪,在钻孔前先利用雷射位移计确认距离,并在控制器内补偿过后再钻孔。以及考量切削过热容易造成树脂熔化,就必须搭配使用多刃刀或蜂窝式刀刃,降低每刃进给的切削工法;使用冷风枪直接降低切削点温度,而不必减少切削效率。
至于蜂巢加工解决方案,系考量蜂巢结构材料强度其实相当差,乔崴进经过多方考察及产学合作后,终于决定采用于刀具前端产生高频震动的超音波刀把来解决切削问题,现正积极评估切削力、刀具磨损、激荡振幅、切深进给特性等最佳方案,研发相关模组。

| 图2 : 现今常用於钻孔及侧边铣削叠层复合材料常见问题,皆须结合选用刀具、切削策略,更像是磨断材料,才能克服因切削不良导致的问题。(source: d2n4wb9orp1vta.cloudfront.net) |
|
乔崴进强调,由于超音波加工通常包含刀片锯切、搪刀铣切2种模式,所以刀具成本比起一般切削刀具更高,刀具寿命也是很严重课题,必须经由电子显微镜观察刀具在不同切削条件、振动频率情况下的磨损程度来判断使用状况。同时考量切削力虽小至10N~40N,却与切削角度、进给速度密切相关;切削振幅与进给效率关系密切,主要取决于切削功率。
以及因为超音波加工采取刀片切削为主,于五轴同动加工前用雷射定位角度也很重要,目前乔崴进也借智慧刀具角度自动量测补正机制,先利用雷射遮蔽率来确认三角刀片的刀角方向,再经实机测试来快速、反覆验证刀角定位方向的正确性。
朋吉从齿轮刀具起家 持续完善磨削工艺
此外,面对现今反全球化浪潮下,绿能科技的风力电机既是台湾克服五缺困境,吸引台商回流与外商投资的重要目标,电动车则可符合国际节能减排趋势,还是工具机产业下一波转型升级的指标,而两者共通处便在于皆须经过高精密齿轮加工,品质更是关乎产品效能的关键。
朋吉实业公司虽然自2009年成立,却专精于齿轮领域逾20年,而拥有深厚的齿轮加工及刀具设计能力、实务经验。借此既让客户提高生产品质,达到高精度要求;更透过生产线最佳设计与规划,达到提升效能、提高竞争力的目标。
近年来随着终端制造业朝向高精化发展趋势越来越明显,搭配引进欧日系尖端技术与设备,为客户量身打造涵括从小模数的HD/RV减速机、中模数汽机车零组件到大模数风力发电机等齿轮加工的最佳解决方案,以协助终端制造业客户从零开始投资齿轮加工,促产品成功升级,符合高品质要求,较不受一时景气循环影响。自2016年3月开始代理德国齿轮加工机品牌LIEBHERR,包含滚齿机、刨齿机、磨床、Skiving等产品,这两年来更创下在台湾地区空前销售记录。
朋吉实业进一步表示,由于该公司从创立以来便坚持售后服务、技术导向,所以自行培养多位工程师,掌握齿轮刀具设计开发、配售能力;并接受原厂培训,可自主完成交机、排除障碍等业务。即使今年上半年各国遭遇新冠肺炎疫情干扰,仍顺利完成台湾所有交机、验收业务,不必担心国外技师或物流延迟通关等问题。
举现今热门的Skiving解决方案为例,有别于传统加工齿轮内齿须采用插齿或拉齿机,既耗时又难以控制精度。现在引进LIEBHERR Skiving3旋风加工机,搭配英国Dathan滚插刀,提供客户有效整合机台、刀具、磨锐与加工knowhow,让使用者可以快速获得加工参数,并搭配最适合刀具,不仅能让刀具寿命最佳化,大幅节省成本;且加工更快速顺畅,提升营运效能。
进一步分析选用Skiving或插齿(Shaping)制程的关键,取决于工件的几何/外观,以及量产和精度要求。 LIEBHERR应用技术部门认为,Skiving主要有两项优点:比插齿速度约快3倍,适合大量生产;产品表面及节距品质也获得显著提升,得到较佳表面粗糙度,在插齿后节距更为平均,刀具品质成为关键要素。朋吉实业也会提供高CP值的刀具设计知识,并让客户依不同机台上网选型,不必等到购入设备之后,才开始测试设备商提供的刀具参数建议,恐影响刀具寿命,估计未来会有更多种类工件能适用于Skiving或Hard Skiving硬切削制程。

| 图3 : 选用Skiving或??齿制程的关键,取决於工件的几何/外观,以及量产和精度要求。(source:朋吉实业) |
|
反之,若客户更重视导程精度,则插齿制程又比Skiving适合加工少量,或更复杂设计的个案。因其刀具错误(tool errors)不影响可实现的精度,加上插齿刀具价格较低,在多功能使用时更具有弹性,透过些微调整工件设计,终将改变客户选择正确合适的加工技术。
在绿能科技相关的电动车、风力电机等产业兴起之后,由于中大模数齿轮的汽车和重工业所需模数越大的滚齿刀较难制作又昂贵,倘若异常磨损或切削将造成极大损失,使得刀具耐用度成为关键要素。朋吉实业除了一体式滚齿刀之外,还另外提供两项选择方案:义大利FUBRI重切削滚齿刀(Heavy duty Hob)、德国FETTE舍弃式滚齿刀(Indexable carbide inserts Hob)。
值得一提的是,由于LIEBHERR在Ethernet问世后不久,便可让旗下所有量测、加工机或小型仓储系统、机器人、AGV等自动化设备互相连线抛接资料修正,并将资讯回馈德国原厂,实现目前工业4.0可视化要求。现在还能透过朋吉实业,提供从刀具、机台等一路到加工流程设计的全方位服务,包含为了简化流程,减轻操作人员的负担,已可清楚且容易取得送达工作区的刀具本身详细资讯与状态。

| 图4 : 在Ethernet问世後不久,LIEBHERR便可让旗下所有量测、加工机或小型仓储系统、机器人、AGV等自动化设备互相连线抛接资料修正,实现目前工业4.0可视化要求。(source:media.licdn.com) |
|
再经由刀具整合控制系统,利用量测探针进入机台,即可以自动记录Skiving刀具高度和外径,在每次刀具置换后全面得知重磨情形,使得原本须耗时费力人工量测的数值,已可更快速且准确得知结果。
朋吉实业近年来也成立达胜智能自动科技公司,利用LIEBHERR在自动化领域累积多年的成功案例,搭配视觉存取、自动化托盘库处理、工业机器人、传输及机联网控制系统,并导入模组化概念,为客户整合全方位自动化及智能化产线规划,可协助更多台湾企业建立与国际同步的智慧工厂。等到未来长期销售一段时间的经验,甚至能掌握何时该磨锐每把客制化刀具,并将累积的加工数据用于分析,满足各种难切削材料需求,延长刀具寿命。
**刊头图(source:1.bp.blogspot.com/)