您對薄壁環和套筒或滾動元件,滾道的圓度有極高的要求,
其表面輪廓形狀必須非常精確,使得滾動元件可以提供延長的使用壽命,或在單一夾持中進行外徑與內徑的機械加工,使得這些環也可以經濟地生產,
STUDER具有答案,並知道必要的製造過程:圓筒研磨含環形研磨夾具,或簡稱:環磨!
使用這種方法,STUDER達到了傳統研磨工藝難以實現的精度。
環形研磨原理
薄壁的圓形工件,滾柱軸承環必須在夾緊時不會變形,所以可以從夾持系統來確保外徑到內徑的絕對同心度。

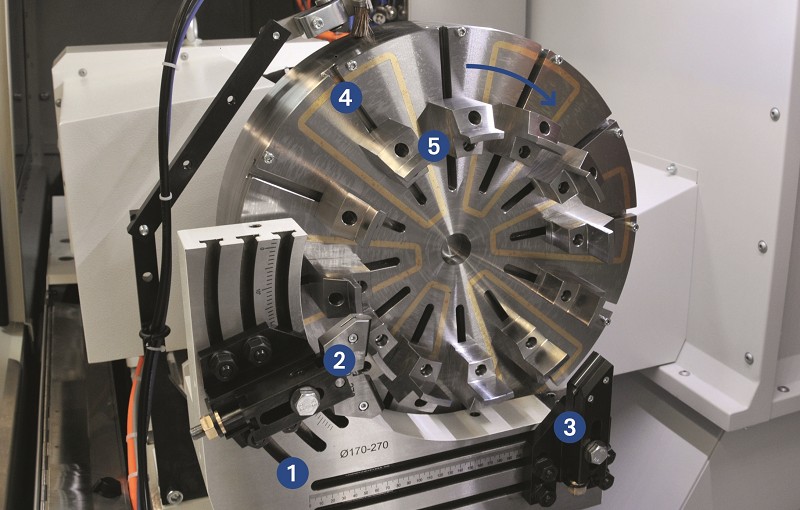
| 圖1 : STUDER 環形研磨治具在S41工作範圍 |
|
這些要求將無法由3爪或6爪夾頭來滿足。 另外,最好在外輪廓和內輪廓的加工能在一次夾持中整體的完成。使用傳統磁盤的夾持意味著每個單獨的工件必須使用量錶手動對圓心校齊。
這不僅需要大量的時間,而且無法使用自動上下料。 這最後一點特別證明是滾動軸承工業大量生產時候的主要障礙。
將工件支撐與旋轉驅動(工件驅動)完全分離的方式, 是夾持薄壁環最佳方法:
1.環形研磨夾治具,用於支撐工件
2.用於扭矩引導(驅動)和固定工件的電磁盤
3.環形研磨設備設計
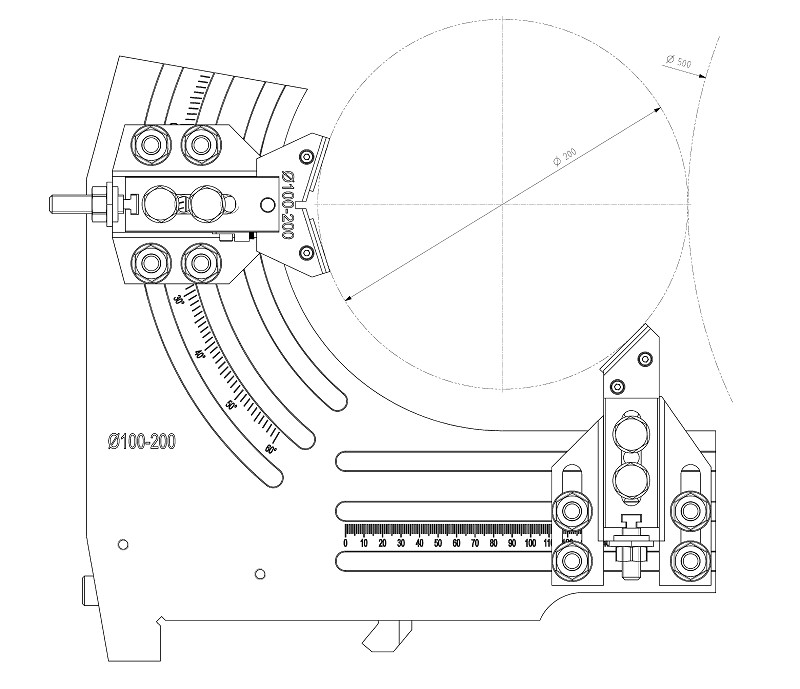
在圖2當中顯示了通用環形研磨夾具,工件已經被移開,使整個設計更清晰。
1.環型研磨夾具固定在工件台上,可沿Z軸(床台)方向移動。
2.擺動式環型設計配置臥式支撐環,具有通用滑動支撐片具微調。
3.立式支撐於固定環型設計,具有通用滑動支撐片具微調。
4.電磁夾頭應用於導引工件旋轉運動及固定工件,此處具有徑向磁極間距。
5.磁鐵助力器。 這些在組裝狀態下經常過地,以保證磁體接觸表面的平直度和垂直度。
它們可徑向調節並夾緊在T形槽中。
STUDER通用環形研磨夾具有幾種有用的分級尺寸,覆蓋直徑範圍為10至460 mm。
與所示的通用環型研磨夾具平行,還有用於批量生產部件系列的型式,可以使用快速釋放板快速設定新工件。
電磁卡盤的設計
電磁卡盤沿著旋轉方向驅動工件,從而產生工件轉速。卡盤也將工件保持在其標稱位置,因為它位於工件的前表面上。在卡盤(磁極增壓器,極環)和工件端面之間發生小的相對運動。
由於支撐環使工件位置偏心:根據工件尺寸選擇環形極或徑向極距,環形極間距傾向於用於較小的工件(高達約80mm)。
形電磁鐵可以具有不同的安裝孔圖案,符合客戶的產品範圍。 電磁卡盤的驅動或保持力可以在許多不同的階段進行編程。
因此,通過CNC程式可以暫時減少夾持力,進行特別精細的操作,從而在同一程序中實現更強的夾緊。 磁力可以在磁控制器上單獨編程達16級。
如果必須使用幾個不同的電磁卡盤,則電氣連接可由直接由磁盤後方的插頭接點提供。
可能的研磨頭配置
在滾子軸承圈最重要的是完成外徑和內徑的研磨:完美的內外同心度; 相同的製造溫度,尺寸更穩定; 減少「在建工程」的數量。 因此,研磨頭應配備過程所需的完整磨削工具:外徑砂輪,內徑砂輪,測量探頭。及無限可變的高精度B軸具其旋轉角重複精度<1“(適於STUDER S41)。