對於機械產業而言,為了爭取能早日在不景氣的國際環境下翻身轉型,目前最關注的幾項智慧製造應用項目,當屬「預測性維護(Predictive Maintenance)」功能,以有利於直接提升整體設備效率(Overall equipment effectiveness,OEE)。工業感測器更是其中不可或缺的關鍵元件,分別針對生產設備本體或工廠設施、環境應用,立刻升級為智慧機械,在國際市場創造差異化。
| 圖1 : 即便近年來工業4.0已成顯學,台灣製造業除了可結合法人自主開發基層感測器之外,也有其他廠商雖引進國外產品。(攝影/陳念舜) |
|
尤其在生產設備方面,因為機器異常往往伴隨不正常的振動訊號,有助於早期預警,甚至可在數月前即顯露出異常變化。所以特別要求傳統感測器不僅用來單純蒐集數據之外,還要整合內部處理訊號的邏輯功能,將各種大數據轉換為更有價值的資訊,讓系統自主且遠距執行額外的智慧任務,即使未來加入5G、邊緣運算之後,仍可有效減輕設備自動化系統和網路、雲端的負擔。進而透過AI(人工智慧)的機械、深度學習等先進技術分析感測資料,並針對機台現況及過去維修紀錄評估,預測機器的可靠度與損壞的時間點,提前更換零件或維修。
宜福門建議多元感測器配置 提前預警反應時間
來自德國的工業感測器大廠宜福門電子公司(ifm electronic),目前可提供的工業感測器領域涵括:位置感應器、運動控制感應器、工業影像處理、安全技術、製程感應器、工業通信、識?系統、機器設備狀態監控系統、移動車輛和機械應用系統、連接技術等。其中屬於工業通信系統的IO-Link,可用來連接多個感測器上蒐集的製程資訊,並上傳PLC控制器;現在通過IO-Link master雙向傳輸數據,還能連接IO-Link設備與自動化系統,終於實現在後台自動交換資訊功能。
宜福門電子公司亞太區技術部門重點產業專家陸順鴻進一步表示,該公司主要負責在智慧製造領域提供最關鍵的感測器元件,並獲得終端加工業者長期應用,擷取更多相關設備和製程偵測、診斷、預防資訊;進而監控機械設備與系統狀態,以提升OEE生產效率及品質。

| 圖2 : 宜福門電子公司亞太區技術部門重點產業專家陸順鴻表示,該公司主要負責在智慧製造領域提供最關鍵的感測器元件,以提升終端加工業者OEE生產效率及品質。(攝影/陳念舜) |
|
從而提供不同的維護策略,例如在OEE<50%範圍的被動維護,即須等到設備一旦損壞後才維修,確保可持續運行;接著才是OEE約50~75%的計畫性維護,僅屬於較常見的定期保養。之後OEE達75~90%的預防性維護,OEE 90%以上的預知性維護皆須大量的感測器資訊,前者屬於工業4.0時代的數位化保養。可在設備將損壞前購入備品或添加滑油,避免過猶不及而提高績效;後者還加入了更多周邊自動化設備的模型運算,進階分析整合設備狀況與製程參數,預知設備可靠度,得以在損壞跡象發生前預知。

| 圖3 : 宜福門目前可提供的工業感測器領域,涵括:位置感應器、運動控制感應器、工業影像處理、安全技術、工業通信(含IO-Link)等,可用來連結蒐集到的製程資訊。(攝影/陳念舜) |
|
陸順鴻指出,由於一般異常設備發生故障前,因維護人員採取不同感測器對於徵兆的反應時間相對有別。其中振動感測器的預警時間最早,約可在一個月之前;若透過油品和設備異響分析,則在一週內得知;溫升感測器最晚,距離故障發生往往僅隔一日之間。所以他建議業者,在設備的每個重要部位,都應該至少維持二個感測點,以避免來不及示警便停機。
固德推出完整解決方案 加速工具機智慧化
此外,對於多數的台灣中小企業設備或製造廠商而言,如何正確判讀感測訊號背後所代表的意義才最具有挑戰。唯有經由長期累積正常或異常的數據,才能透過深度學習讓系統達到自主判讀偵測。
固德科技公司業務經理許文澤對此表示,目前足以影響工具機品質的關鍵因素,包含:從研發、製造到組裝、品保階段的主軸與馬達品質、傳動與移動機構、機械結構、避震裝置;以及出貨到了客戶端現場實際使用時的裝設環境、工作參數、刀具管理等檢知服務,尤其是精度越高的機種,受到環境影響越大,而產生不同的解決方案。

| 圖4 : 固德科技公司業務經理許文澤表示,目前足以影響工具機品質的關鍵因素包含:從研發、製造到組裝、品保,以及出貨到了客戶端現場實際使用時的服務階段,而產生不同解決方案。(攝影/陳念舜) |
|
在該公司提出工具機跳級智慧機械的三個錦囊妙計中的智能化設計解決方案,便針對在工具機智慧化過程裡的製造者(Maker)與使用者(User)端可使用的智慧化工具,將各部位零組件拆解開來之後,再透過可攜式分析裝置量測信號,達成智慧化設計目標。
許文澤進一步指出,該方案大部份針對振動感測領域為主,再套入自主開發的演算法以符合業界ISO標準,或經機器學習(Machine learning)技術而來。前者如主軸品質依行之有年ISO-10816(直結式/齒輪式/皮帶式)、ISO-17243(內藏式)的物理量有別,再經過軟體自行切換,以符合使用者易用需求。
因應現今設備有許多動力來源為轉子設備,其健康狀態與機台設備直接關聯性高,所以內建了多個ISO轉子設備健康評鑑規格,方便讓工程師或操作人員藉此評鑑各轉子的健康狀態,來提升維護及預知保養工作。
在主軸無切割、銑削、研磨等負載條件下,於離線(offline)狀態或暖機階段皆可用來每日量測不同功率、轉速區間、軸高、培林型式、結構的轉子機械非轉動部位,如殼體等處的振動量測訊號。並將轉子振動品質分類:Zone A,振動品質優良的新機械;Zone B,可接受的振動值,機械可長時間使用;Zone C,不可長時間使用,必須尋求適當時機保養修復;Zone D,異常振動值,足以造成機械損壞,建議立即修復。
然而,通常主軸在製造過程會發生的問題不大,須等到於客戶端廠內重覆使用、運行一段時間過後,才可能失去動平衡或疏於保養而卡屑、撞機,所以還要加上ISO-1940動平衡管理功能。許文澤指出,目前絕大部份轉子機械會定期進行動平衡分級、校正,以避免因為不平衡造成振動量過大,導致機械精度誤差或損壞。該公司則使得主軸廠商的研發或工具機廠的進料儲備部門操作更為單純,只要在機台的UI介面檢視並重新校正即可。
以實際量測數據 兼顧設備與環境穩定性
另有須經實際量測得知的工作轉速區間共振、機械異常頻譜特徵等,前者基於每支主軸(轉動設備)出廠後都有固定轉速區間規格,其中存在共振模態處,將不利於機械健康或加工品質,應盡量透過控制器設定參數,避免機械在此共振轉速區間操作。
後者則應用FFT分析損壞部位與原因,找出平衡/對心不良、軸彎曲、機械鬆動、轉軸磨擦等不同振動特徵(Overall Value),包含同機、同類(相同機型的安裝及操作條件)、標準比照的警戒值與危險值;並藉此學習檢出齒輪箱、皮帶輪或其他複合式傳動機構及裝配異常的不良品,加以改善設計。
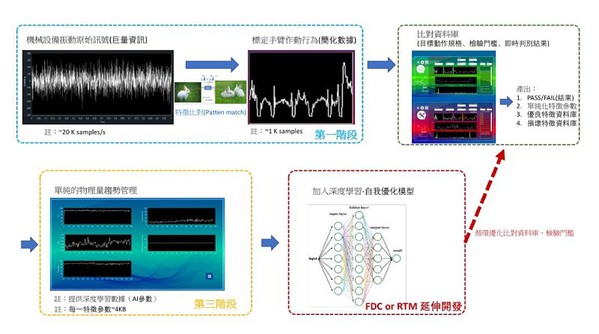
| 圖5 : 固德科技目前推出機械學習監測系統,負責協助監測工具機、晶圓切割機等高階加工機種的健康與產品品質。(source:固德科技) |
|
許文澤表示,該公司利用監控轉子機械組合頻譜中,每個自行設定寬度的頻段變化,得以即時反映旋轉軸上的各部件健康狀況,在尚未影響整體振動量前便量測出來,可較嚴格管理機台健康,並提前避免發生無預警的嚴重損壞狀況。或透過快速取樣、研究分析,得知刀具發生顫振前瞬間行為或過程中的頻率變化。
至於主要用來驅動馬達的X-Y-Z移動軸上,可能包含螺桿、滑塊、伺服馬達、旋轉台、光學尺等多種驅動/移動機構,一旦異常將影響加工件或產品品質。該公司則透過量測記錄設備部件移動時的動態訊號分析,依參數設定相同者將會產生相似的動態訊號;進而建立自我管理規範。
一旦設備或零組件發生異常情況時,儀器所量測到的動態訊號突波便會超出正常設定的警戒線,藉此快速比對量測結果來確認或記錄機台健康情況、檢出異常並除錯,以免因為其中機構發生物理性損傷,而影響加工精度品質。
當各式機台裝機試機時,也可藉此確認各個相同機台間的相似度,協助驗收流程數位化,應用於管控X-Y-Z軸平台、多軸工業機器人等設備移動品質,避免安裝於生產線上自動化設備易受振動交互影響、內部機構元件振動放大,因為加裝機器人移動導致不規則振動,或是轉子機械的連續穩定振動,皆可能影響主軸加工品質。
最後還要確認動力源激振vs.結構共振、工作參數、效率極限與機械振動關係,許文澤表示,甚至在出貨前須先到客戶端針對機台安裝環境微振動檢知,依廠區振動規範建立VC-Curve,以免若超過上限,將難以達成製程要求的精度,有助於後續釐清責任;以及因為一般機台設計都會希望X-Y軸滑台速度快,又要兼顧系統穩定性,而須找出自然頻率與運轉、轉速品質關係。惟若轉速超過共振頻率時,恐導致結構共振、晃動幅度加大,便必須加裝避震平台,並確保其效果品質,以免影響設備表現與使用壽命。
推出機械學習系統 監測設備健康與產品品質
值得一提的是,目前固德科技還同時推出機械學習監測系統,負責協助監測工具機、晶圓切割機等高階加工機種的健康與產品品質。
許文澤指出,由於所有設備都會進行週期性重覆生產行為,倘若中斷後回溯,便希望找出可能造成機台異常的各種因素,包含主要/移動/驅動零組件、參數或人為。所以實務上業者除了希望掌握前述智慧設計工具之外,還希望能直接在機械設備上加裝感測模組,以即時掌控加工流程,在傳動機構或主軸損毀、刀具顫振前通知。
但他也坦言,目前想偵測有關刀具顫振的動態資訊難度之高,有時微小異常訊號還會被移動機構的強大訊號覆蓋。該監測系統首先經由人為告知系統好壞或是否正常生產,透過直接安裝於主軸上的感測器,學習多種設備或產品正確模型下的振動、波形、頻率等動態資訊;並將拆開的各類物理量設定為背景門檻的趨勢及上下限,再透過軟體比較、判別正常與異常設備;並持續追蹤、精修,以供AI深度學習(Deep learning)簡易預測,直到即將出現事故前預警,或挑出錯處復原,讓客戶發現之前蒐集大數據的意義。
從而推出快速智慧化主軸模組,支援現今市售加速規擷取類比訊號後,再通過內建ISO、頻譜特徵管理,顯示於自主開發的UI介面;以及Modbus TCP輸出經智慧運算後的數據,進入使用者的PLC/PC-based控制器,進行回授控制的RMS加速度/速度/位移管理、累積撞機次數等,以專用於檢測工具機主軸品質,協助使用者進行更靈活應用。