近年來,極端氣候越來越頻繁,唯有節能減碳才能拯救地球。為了解決此問題,本研究運用發泡劑開發兼具環保與低成本的大尺寸快速模具,中介模具為三明治結構,表面層材料為矽膠、中間層材料為聚胺酯發泡劑以及頂面層材料為矽膠,固化後的矽膠與聚胺酯發泡劑之間結合性佳,不容易產生分離。本文中研製的中介模具,可以運用於製作大尺寸快速模具。此技術可以落實於新產品研發所需的快速模具製程上,並符合綠色模具製造技術。
前言
運用快速模具技術[1-10]於新產品研發已相當成熟,並且有許多成功案例,但由於金屬樹脂使用後隨便丟棄會造成環境污染,因此將使用後的金屬樹脂回收再利用是值得研究與探討的課題。廢棄物與可用資源的界定只是一念之間,若能有效率地運用廢棄物,不但可以減輕環保的負擔,更能降低原料成本並製造商業契機,讓地球資源得以充分的被利用。本研究基於節約資源以及減少廢棄物污染環境的概念下,運用發泡劑開發低成本的大尺寸快速模具。
實驗方法與步驟
本研究所使用材料包括聚胺酯發泡劑(polyurethane foam)、金屬樹脂、環氧樹脂、聚乳酸(polylactic acid;PLA)線材(filament)、丙烯?-苯乙烯-丁二烯共聚物線材、矽膠主劑、矽膠硬化劑、聚甲醛(Polyoxymethylene;POM)板、蠟及分散劑(dispersant)。本研究所使用設備包括直接金屬列印機(Direct Metal Printing;DMP)、HM-230 FDM 3D列印機、uPrint 3D列印機、銑床、真空注型機、恆溫烤箱、精密電子秤、數位多段式真空注蠟機、白光干涉儀(White Light Interferometers;WLI)以及金相顯微鏡。
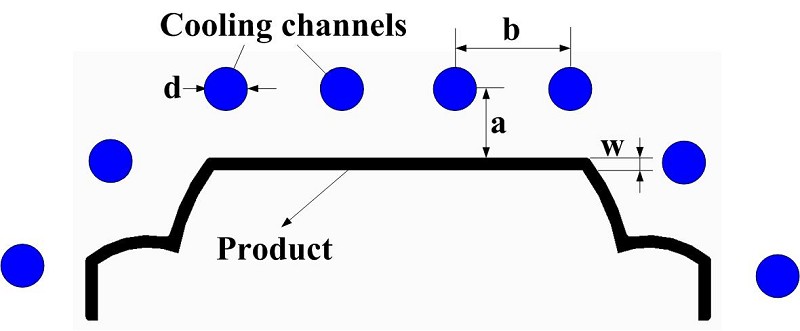
圖1為異形冷卻水路設計的示意圖,根據產品厚度w為3mm,本研究選擇冷卻水路管徑d為10 mm,冷卻水路管徑中心與模具表面距離a為1.5倍管徑,因此冷卻水路管徑中心與模具表面距離為15 mm,冷卻水路與冷卻水路的中心距離b為2.5倍管徑,因此冷卻水路與冷卻水路的中心距離為25 mm。
製作具有異形冷卻水路的大尺寸快速模具流程為:
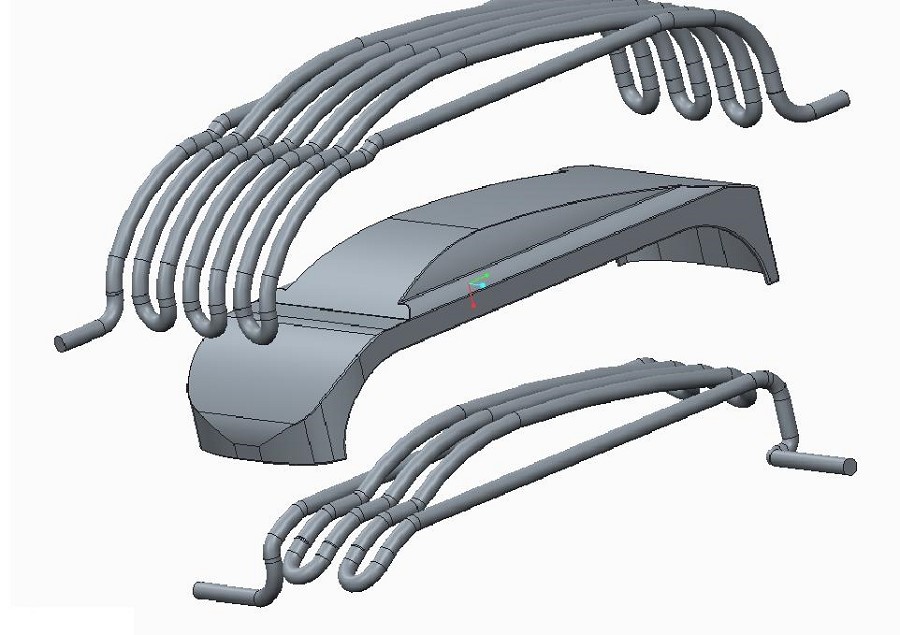
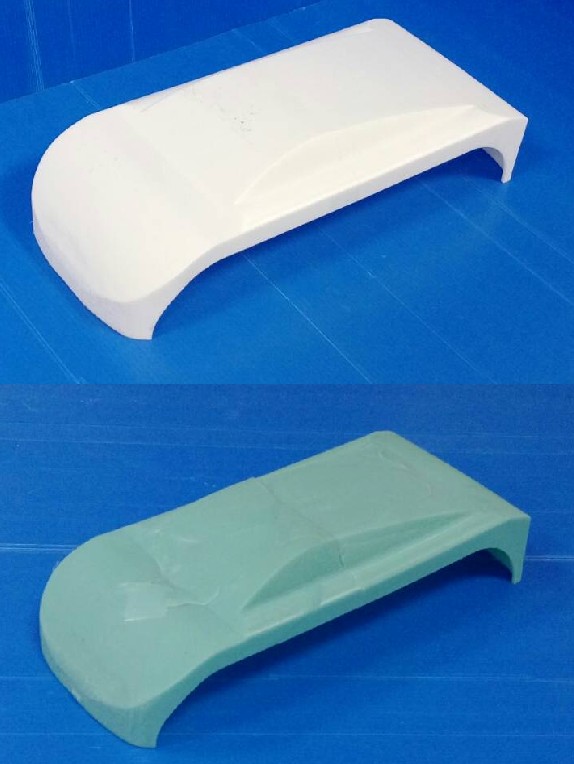
(a) 運用3 D列印技術製作研究載具:研究載具為一跑車的車殼(shell),長度、寬度與高度分別為 310 mm、150 mm 與90 mm,製作研究載具的材質為ABS,研究載具實體圖,如圖2所示;
(b)將研究載具置於模框內;
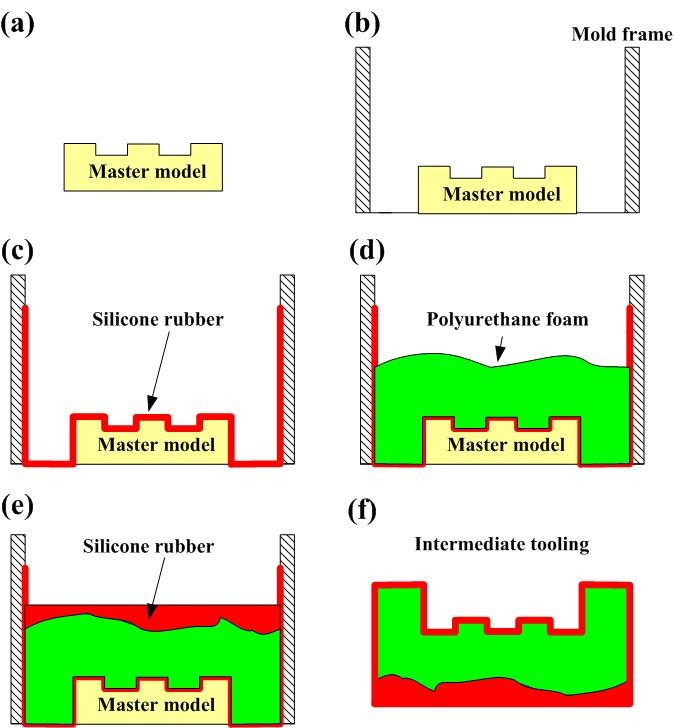
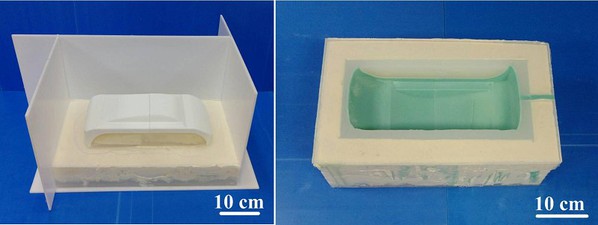
(c)中介模具(intermediary mold)製作,圖3為具經濟效益的中介模具製作流程示意圖;
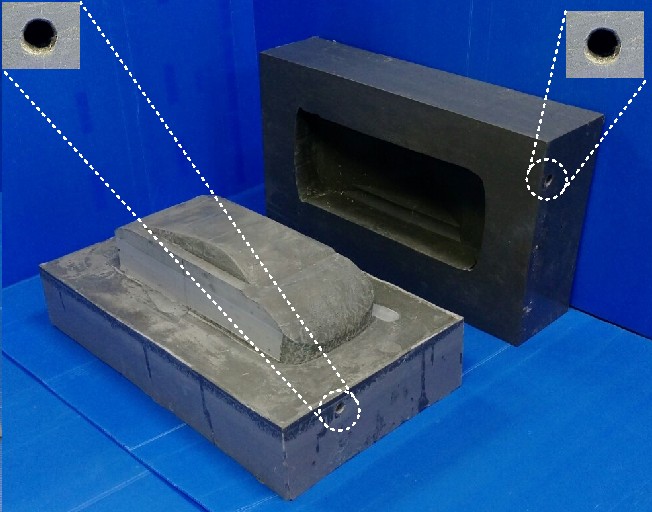
(d)根據研究載具的大小與外形輪廓設計與製作公模仁內的順形冷卻水路,如圖4所示;
(e)將中介模具與研究載具置於模框內並噴塗離形劑;
(f)將公模仁內的蠟材順形冷卻水路與定位治具置於模框內;
(g)金屬樹脂模具材料製備與澆注:為了減少金屬樹脂模具製作成本,本研究使用金屬樹脂再生粉末與環氧樹脂的最佳混合物來製作快速模具;
(h)公模仁製作完成;
(i)將公模仁與研究載具置於模框內並噴塗離形劑;
(j)再將母模仁內的蠟材順形冷卻水路與定位治具置於模框內;
(k)金屬樹脂模具材料製備與澆注;
(l)母模仁製作完成;
(m)去除公、母模仁內的蠟材順形冷卻水路;
(n)內部具有順形冷卻水路的大尺寸快速模具;
(o)大尺寸快速模具後硬化處理:後硬化程序涵蓋兩階段:將金屬樹脂模具置入烤箱,以100 ℃烘烤1個小時後,再以150 ℃烘烤1-2個小時。
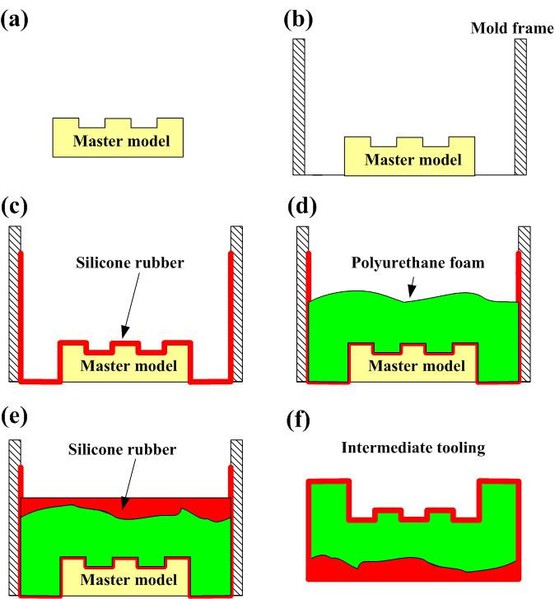
| 圖3 : 具經濟效益的中介模具製作流程示意圖(a)準備研究載具;(b)研究載具置放於模框內;(c)澆注矽膠;(d)噴塗發泡劑;(e)澆注矽膠;(f)中介模具製作完成。 |
|
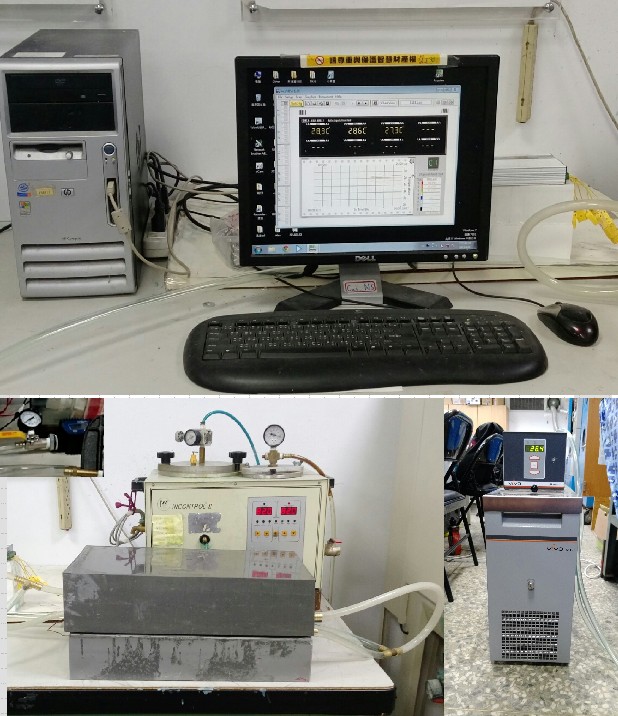
為了研究具有幾何形狀複雜異形冷卻水路大尺寸快速的冷卻效率,本研究建構一套射出成型模具冷卻系統,如圖5所示。
此系統的係由壓力閥、12V電源供應器、溫度感測棒、加熱器、熱電致冷晶片(thermoelectric cooler)以及溫度控制器、k型式熱電偶、資料收集器、水循環泵、冷卻液調整閥以及冷卻液流量計(flow meter)所組成。低壓射蠟參數為射蠟溫度為82 ℃、射蠟壓力為0.6 kgf/cm2以及射蠟時間為40秒,當快速模具進行低壓射蠟後,即進行產品的溫度變化資料收集,資料收集器每一秒鐘紀錄一筆資料。
冷卻效率的計算是從快速模具進行低壓射蠟後,待蠟型冷卻至脫模溫度(demolding temperature)的時間,本研究設定脫模溫度為30 °C。為了研究低壓射蠟矽膠快速模具具有順形冷卻水路與不具有順形冷卻水路在冷卻時間的差異性,本研究控制出水口溫度為室溫約27 ℃,並於溫度資料收集器安裝三條熱電偶,通道(channel)一紀錄快速模具內部蠟型的溫度與時間關係、通道二紀錄具有隨形冷卻水快速模具的入水口溫度與時間關係,以及通道三紀錄具有隨形冷卻水快速模具的出水口溫度與時間關係。
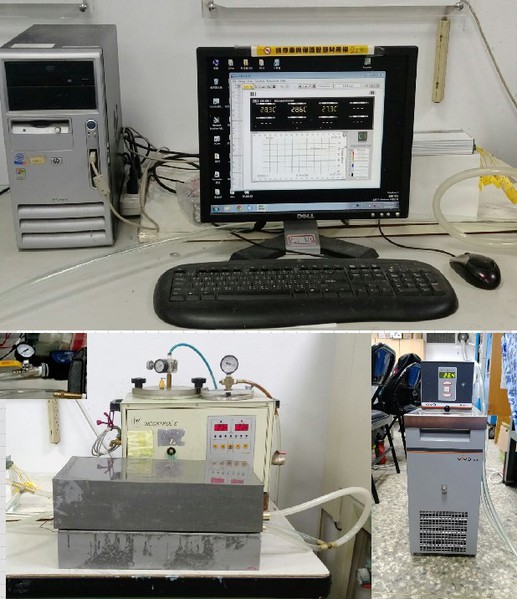
| 圖5 : 具有幾何形狀複雜異形冷卻水路大尺寸快速的冷卻效率系統示意圖 |
|
結果與討論
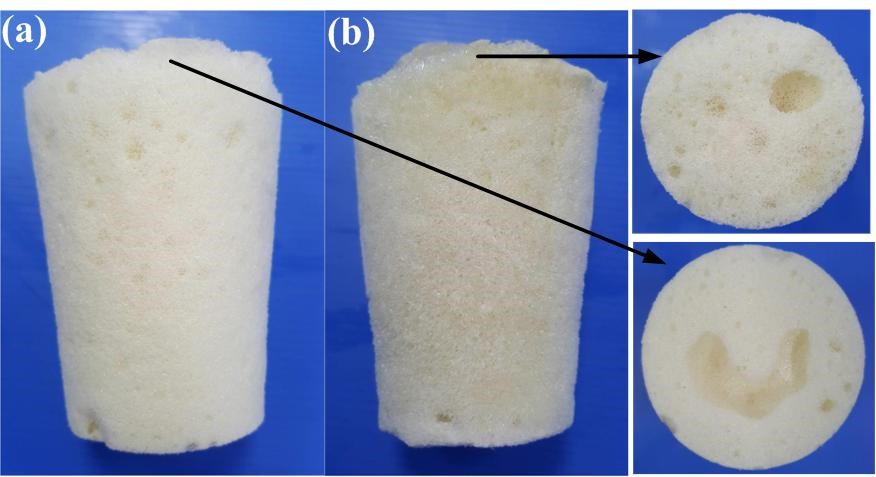
中介模具的功能為最後一道澆注大尺寸快速模具所需要的模具,此中介模具僅使用一次,而且中介模具的最重要的部分為模具表面,所以本研究以矽膠材料來製作中介模具的表面層,為了節省製作大尺寸快速模具所需的中介模具的製作費用,本研究提出以聚胺酯發泡劑材料做為中介模具的背襯材料(backing materials)。圖6為聚胺酯發泡劑未攪拌與有攪拌的發泡結果,結果發現,有攪拌的發泡結果成形後的成品氣孔較小而且較少,材料分佈也比較均勻,所以成形後的成品強度也較佳。
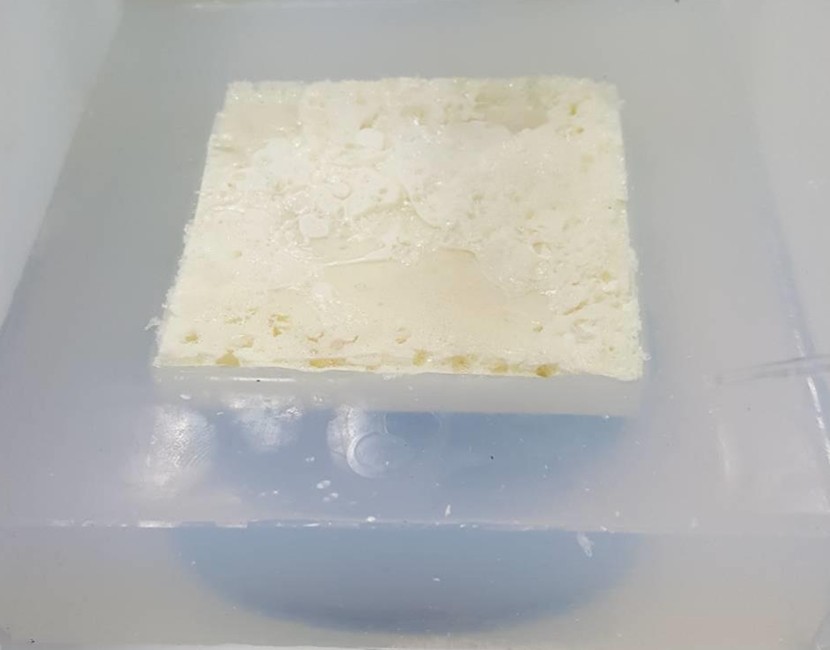
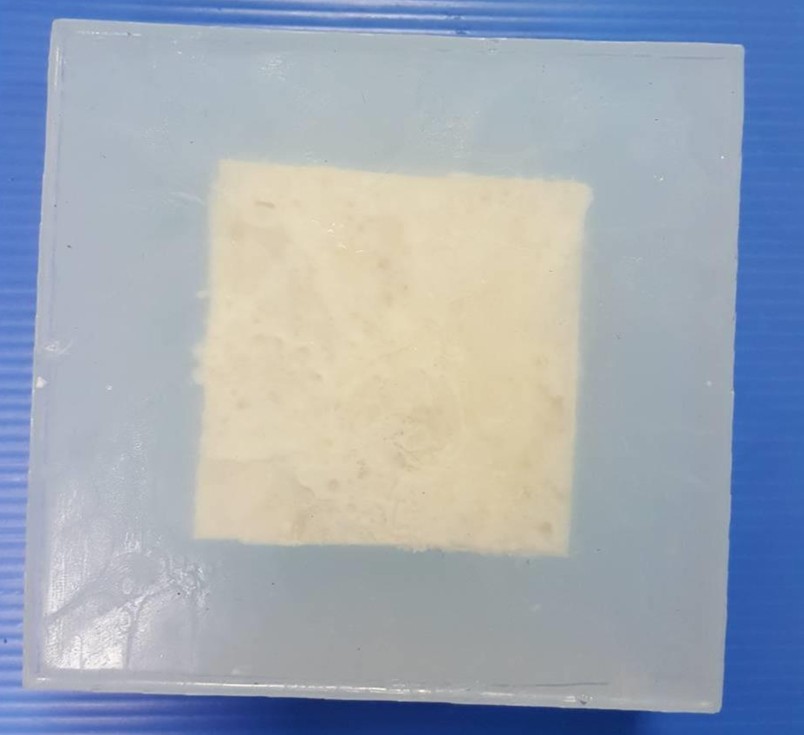
由於本研究的中介模具為三明治結構(sandwich structure),表面層材料為矽膠、中間層材料為聚胺酯發泡劑以及頂面層材料為矽膠。為了研究矽膠上面澆注聚胺酯發泡劑以及聚胺酯發泡劑上面澆注矽膠的成形性,分別將固化後的矽膠上面澆注聚胺酯發泡劑以及固化後的聚胺酯發泡劑澆注矽膠,結果如圖7~8所示。
結果發現矽膠與聚胺酯發泡劑的間結合性佳,不容易產生分離。因此可以結合矽膠與聚胺酯發泡劑來製作中介模具,運用此方法所製作中介模具的結構實體圖,如圖9所示。
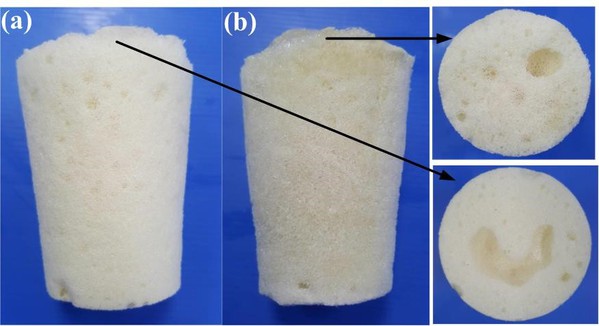
| 圖6 : 聚胺酯發泡劑的發泡結果(a)未攪拌;(b)有攪拌 |
|
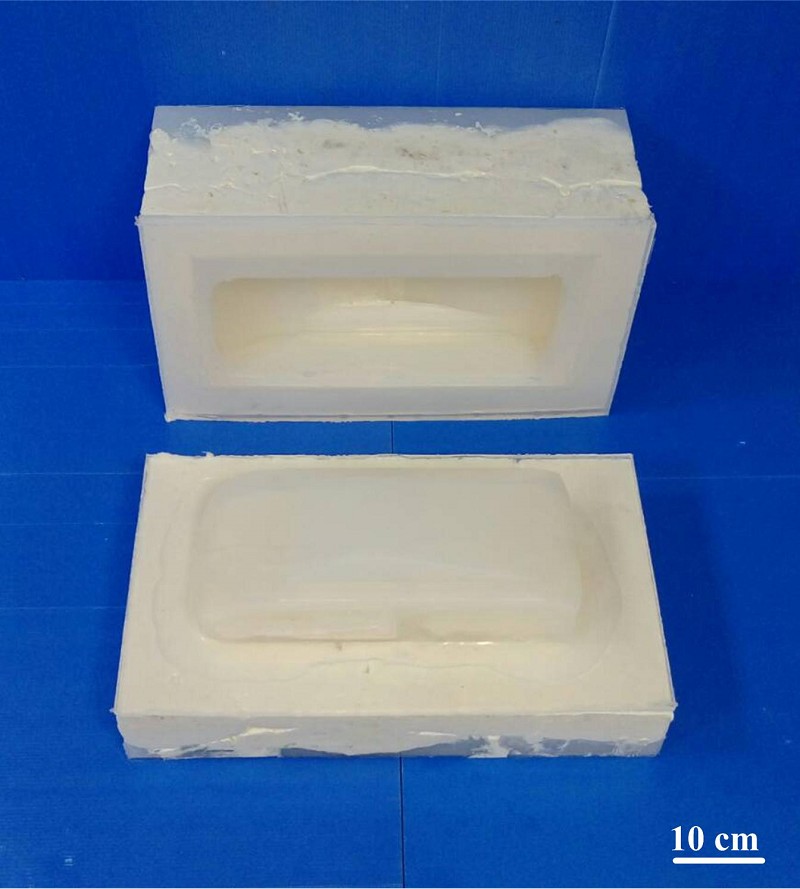
圖10為製作大尺寸快速模具的中介模具實體圖。本研究模框使用的矽膠每公斤售價為735元以及發泡劑每公斤售價為300元,如果整體中介模具是運用傳統方法來製作,約需使用22公斤的矽膠,中介模具的製作成本約為16,170元。然而運用本研究所提出的方法來中介模具,僅約需使用10公斤的矽膠以及2.5公斤的聚胺酯發泡劑,中介模具的總製作成本約為8,100元。所以,運用本研究所提出的方法來製作中介模具節省製作成本約為8,070元,節省比例約為50%。
當中介模具製作完成後,即可運用此中介模具來製作不具異形冷卻水路與具有幾何形狀複雜異形冷卻水路的大尺寸快速模具。本研究調配再生金屬樹脂粉末與環氧樹脂來製作不具異形冷卻水路大尺寸快速模具,此方法對於製作大尺寸快速模具非常實用與具備經濟效益。圖11為不具異形冷卻水路的大尺寸快速模具實體圖,快速模具的長、寬與高分別為470 mm、270 mm與180 mm。全新金屬樹脂材料TE-375每公斤3000元、環氧樹脂174 A每公斤750元、環氧樹脂174 B每公斤750元。製作此副需使用55.973公斤材料,此副模具如全部使用新金屬樹脂材料來製作約需花費167,919元;如果不考量製作再生金屬樹脂粉末的加工成本條件下,運用本研究的方法來製作不具異形冷卻水路大尺寸快速模具,模具製作成本僅需花費27,986元,節省模具製作成本約為139,939元,節省模具製作成本比例約可高達83.4%。其中,本研究製作不具異形冷卻水路的大尺寸快速模具需使用18.659公斤再生金屬樹脂粉末、27.986公斤環氧樹脂174 A以及9.328公斤環氧樹脂174 B。
| 圖11 : 不具異形冷卻水路的大尺寸快速模具實體圖 |
|
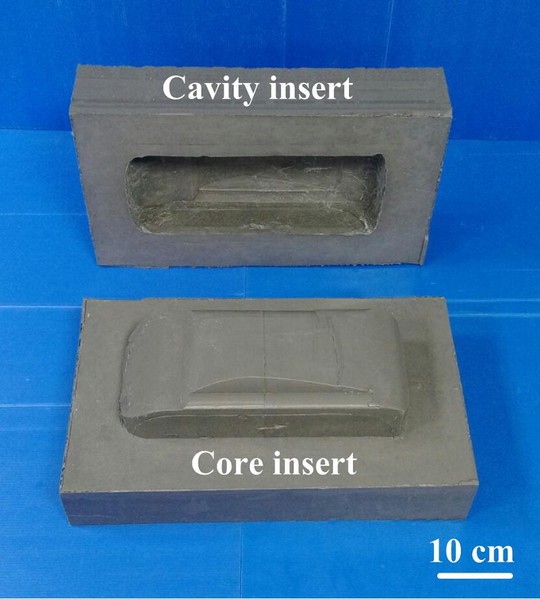
圖12為具有幾何形狀複雜異形冷卻水路的大尺寸快速模具,於製作過程使用中介模具情形;圖13為具有幾何形狀複雜異形冷卻水路的大尺寸快速模具實體圖。製作此副需使用55.691公斤材料,此副模具如全部使用新金屬樹脂材料來製作約需花費167,073元;如果不考量製作再生金屬樹脂粉末的加工成本條件下,運用本研究的方法來製作不具異形冷卻水路大尺寸快速模具,模具製作成本僅需花費27,845元,節省模具製作成本約為139,228元,節省模具製作成本比例約可高達83.4%。
其中,本研究製作不具異形冷卻水路的大尺寸快速模具需使用18.565公斤再生金屬樹脂粉末、27.845公斤環氧樹脂174 A以及9.281公斤環氧樹脂174 B。圖15為研究載具與運用具有幾何形狀複雜異形冷卻水路大尺寸快速模具的射出成型產品實體圖。
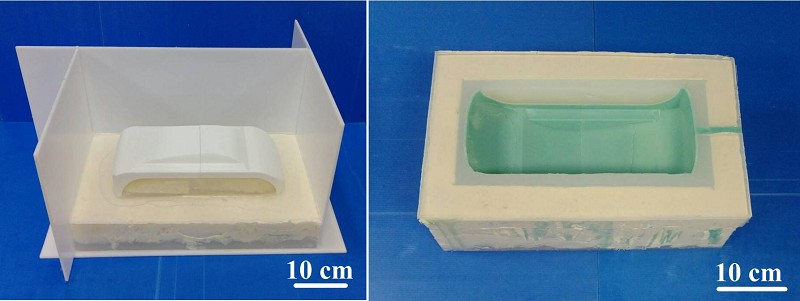
| 圖12 : 具有幾何形狀複雜異形冷卻水路的大尺寸快速模具於製作過程使用中介模具情形 |
|
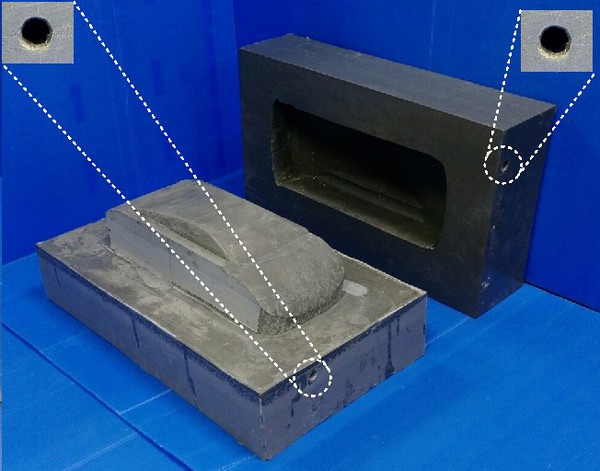
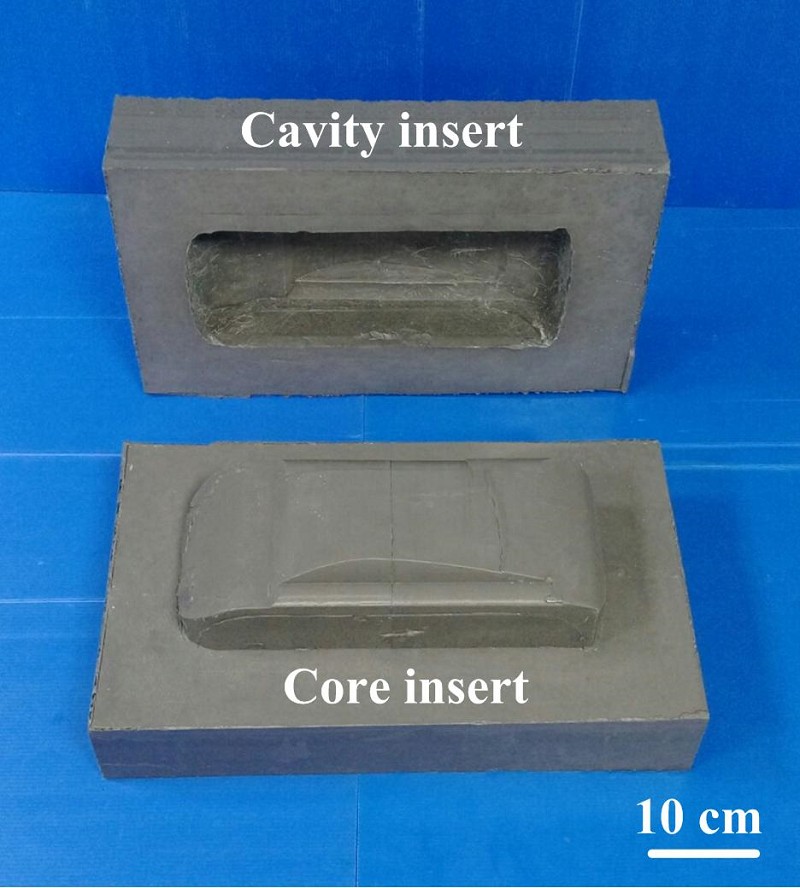
| 圖13 : 具有幾何形狀複雜異形冷卻水路的大尺寸快速模具實體圖 |
|
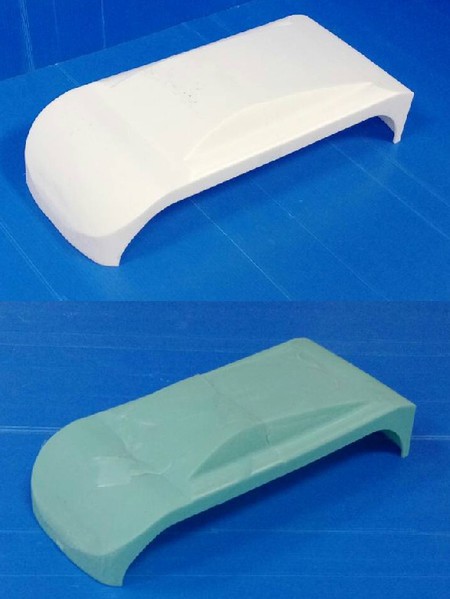
| 圖14 : 研究載具與運用具有幾何形狀複雜異形冷卻水路大尺寸快速模具的射出成型產品實體圖 |
|
綜觀上述成果,本研究成果具備產業利用性與工業實用價值,因為本研究成果特色涵蓋:
(a)大尺寸快速模具一體成形:圖15為運用快速模具技術所製作具異形冷卻水路的模具示意圖,優點為冷卻液於射出成形過程中不會產生洩漏問題,然而運用複合加工方式製作具異形冷卻水路的模具缺點為模具加工定位問題、模具加工變形問題以及模具使用中接合處冷卻液洩漏問題;
(b)可以開發低成本大尺寸快速模具:本研究所研製的大尺寸快速模具的長、寬與高分別為500 mm、350 mm與300 mm,此一特色是運用直接金屬堆積技術(Direct Metal Deposition;DMD),直接金屬雷射燒結技術(Direct Metal Laser Sintering;DMLS)比較難製作,主要的原因受限於工作腔體(working chamber)的尺寸;
(c)異形冷卻水路設計自由度高:運用擴散焊接技術製作具有異形冷卻水路模具,由於本身加工法的限制,使得異形冷卻水路的設計自由度受到限制。
然而運用本研究所提出的方法,異形冷卻水路的設計自由度高,設計者在設計異形冷卻水路時不會受到限制,因此可以使得異形冷卻水路可以更貼近產品輪廓。
因此,本研究成果具備產業利用性與工業實用價值,本技術可以提供精密機械相關產業於研發階段所需佔用模具的異形冷卻水路設計參考。此外,運用本研究所研製具有冷卻水路的低壓射蠟快速模具,可以快速進行蠟型製作,並運用於製作客制化金屬零件。
| 圖15 : 運用快速模具技術所製作具異形冷卻水路的模具示意圖 |
|
結論
本研究運用發泡劑開發低成本的大尺寸快速模具,研究結論如下所示:
1.中介模具製作過程中,有攪拌的發泡結果成形後的成品氣孔較小而且較少,材料分佈也比較均勻。
2.中介模具為三明治結構,表面層材料為矽膠、中間層材料為聚胺酯發泡劑以及頂面層材料為矽膠,固化後的矽膠與聚胺酯發泡劑的間結合性非常佳,不容易產生分離。
3.運用發泡劑製作中介模具,可以節省中介模具製作成本約為8,070元,節省比例約為50%。本研究所研製的中介模具,可以運用於製作大尺寸快速模具。節省大尺寸快速模具製作成本約可高達83.4 %。
4.本研究成果具備產業利用性與工業實用價值,此技術可以落實於新產品研發所需的快速模具製程上並符合綠色模具製造技術。
(本文作者郭啟全1、朱益均2、林仕勛3、吳英誌4為明志科技大學1機械工程系教授、2智慧醫療研究中心教授、3研究生、4專題生)
參考資料
[1] C. C. Kuo, Y. J. Wang,” Development of a micro-hot embossing mold with high replication fidelity using surface modification,” Materials and Manufacturing Processes, Volume 29, Issue 9, 2014, Pages 1101-1110.
[2] C. C. Kuo, H.Y. Liao,” Enhancing the mechanical properties of epoxy resin mold by adding zirconia particles,” Materials and Manufacturing Processes, Volume 29, Issue 7, 2014, Pages 840-847.
[3] C. C. Kuo, H. J. Hsu,” Micro-hot embossing of Fresnel lens using precision micro-featured mold,” Materials and Manufacturing Processes, Volume 28, Issue 11, 2013, Pages 1228-1233.
[4] C. C. Kuo, H. J. Hsu,” Development and application of hybrid mold with microfeatures in micro-hot embossing,” Materials and Manufacturing Processes, Volume 28, Issue 11, 2013, Pages 1203-1208.
[5] C. C. Kuo,” A simple and cost-effective method for fabricating epoxy-based composites mold inserts,” Materials and Manufacturing Processes, Volume 27, Issue 4, 2012, Pages 383-388.
[6] C. C. Kuo, H. J. Hsu,” A cost-effective method to fabricate micro mold for microstructures replication using rapid tooling,” Materialwissenschaft und Werkstofftechnik , Volume 28, Issue 11, 2013, Pages 927-932.
[7] C. C. Kuo, Z. Y. Lin,” Rapid manufacturing of plastic aspheric optical lens,” Materialwissenschaft und Werkstofftechnik, Volume 43, Issue 6, 2012, Pages 495-502.
[8] C. C. Kuo, B. C. Chen, “Development of hot embossing stamps with conformal cooling channels for microreplication,” The International Journal of Advanced Manufacturing Technology, Volume 88, Issue 9, 2017, Pages 2603–2608.
[9] C. C. Kuo, S. U. Lyu,” Development of low-cost hot embossing stamps with long life span and environmental protection,” The International Journal of Advanced Manufacturing Technology, Volume 91, Issue 5–8, 2017, Pages 1889–1895.
[10] C. C. Kuo, M. R. Li,” A cost-effective method for rapid manufacturing sheet metal forming dies,” The International Journal of Advanced Manufacturing Technology, Volume 85, Issue 9, 2016, Pages 2651–2656..