工业4.0的核心课题就是虚实融合系统(Cyber Physical System;CPS),目前最成熟应用虚拟的模型来描述真实射出成型制程的方法,便是透过发展已多年的「模流分析」技术,将射出成型中的所有元素都转换为虚拟系统,针对产品品质与生产效能的计算在虚拟系统中完成后,反应到实体空间作为生产决策的建议,其运作流程如图1所示。
射出成型实务和模流分析比对过程当中,最关键的执行步骤便是需要尽可能让模流分析输入资料和真实世界射出过程的条件一致。可能导致后续比对不一致的因素有很多,例如机器性能造成机械响应有快有慢、材料加工过程中特性掌握、数据测量方法以及产品几何一致性等[2]。
在确保这些输入资料的正确性后,模流分析预测的结果往往可以高度符合实际结果,并为使用者带来模穴内完整的计算资料,以利进行后续设计变更的优化调整。在射出压力的比对上,在确定几何与现场一致性后,首要面对的问题,便是材料黏度模型的建构及参数取得,材料黏度模型需能有效考虑加工过程中,包括温度、剪切率以及压力的效应等。
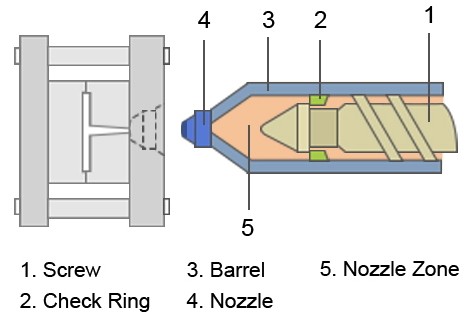
其中愈显重要的是射出机台作动的模型建构。以射出成型射出单元来看,螺杆内部有进料区、塑化压缩区与计量区;如图2所示,借着螺杆一边旋转一边后退,将固体塑料往喷嘴端送,期间塑料由固态变成熔融态,累积于螺杆前端准备射出。此螺杆前端至喷嘴区内,塑料将承受高温且具压缩性的明显变化(包括黏度及PVT),若射出保压的模拟将此因素纳入,将可以描述更好的入口条件,并产生更好的压力峰值预测。
Moldex3D在软体中引入此料管区压缩的概念[3],利用材料本身的PVT随温度压力变化,以程式内部动态压缩元素计算密度压缩因子,计算此区域材料在射出保压过程中的质量守恒变化情况,如以下公式:
pt.Vt = pt+dt。(V.t+dt+FRt+dt.dt)
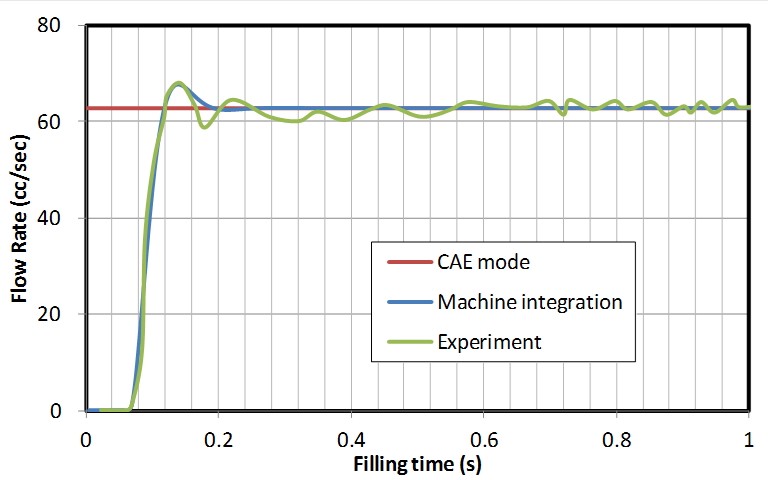
其中 p表示材料密度,V表示料管体积,t为这一步时间,t+dt为下一步时间,FR表示喷嘴区的流率值,计算模拟结果,如图3所示。
由于材料比容在螺杆前端受压缩效应影响,导致流率经过料管及喷嘴后,与机台上设定的数值有所落差,特别是在材料压缩性变化大或愈精密的小尺寸产品上,其差异会更明显。透过导入上述计算公式,Moldex3D的模拟结果已能有效缩减此差距。目前此分析技术已成功应用在客户实际案例上,预测压力在充填过程中的变化[4]。
在机台螺杆运动的控制参数方面,传统模拟将螺杆的运动转化为单纯施加在熔胶上的速度与压力,这其实是过度简化了塑料的流动行为。
以闭回路油压机为例,实际在射出阶段,为了消弭当下量测到的速度与成型人员所输入之射出速度的差异,机台会藉由控制器来调整比例阀,以增加或降低的螺杆的前进速率。这个控制回路的响应快慢,决定了机台能否稳定生产。而机台响应的快慢是个非线性的控制模型,如何置入模流分析中进行模拟,往往是使用者在给定条件中常遇到的执行问题。
在Moldex3D新版本中,使用者可透过机台鉴定步骤,操作机台的充填速度与压力响应设定,并以实验方法鉴定机台参数响应模型,将真实机台响应纳入CAE模流分析进行考虑。如图3所示,以此一段流率设定而言,传统CAE模式分析(CAE mode)只能表现出单段流率的预测;透过机台参数响应(Machine integration)鉴定射速,则可以获得更贴近真实机台的流率变化行为,以及流率在初始阶段的延迟行为。
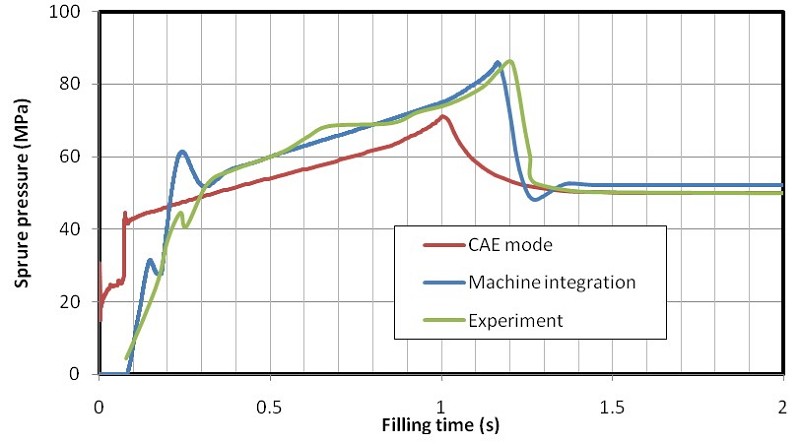
此外,Moldex3D还可结合在射出保压过程中,料管前端塑料受到螺杆的压缩效应,模拟材料在射出机的料管和喷嘴阶段所经历的暂态压缩行为;并且整合机台响应参数化模型和高分子熔融塑料的材料压缩性效应,进行射出压力模拟。图4为比对不同计算模式下所预测而得的射压差异。
如前所述,传统CAE模式只单纯考虑机台设定的一段变化,射压预测上会与实验有所差异;而考虑机台参数响应与料管压缩效应,射压预测的曲线可以大幅的修正,模拟预测值为85.95MPa接近现场 85.81MPa,并在保压切换点的预测上(17.875mm)更接近现场设定的(15mm)。
随着工业4.0理念在全球不断发酵,射出成型机使用者的需求已渐渐由单机演变成透过虚实整合系统达到设备自动化、联网化与智慧化,让使用者拥有更精密的运筹计划与有效的资源分配。
本文示范从模拟分析中整合机台响应参数化模型和高分子熔融塑料的材料压缩性效应,使用者将可更真实考量材料在进入模穴时受到的动态行为,获得更精确的射出压力模拟结果。透过这样的整合方式,将能减少试模过程中的材料浪费,以及第一线工程师在实务操作时碰到的挑战。
(本文作者徐志忠为科盛科技研究发展部资深部门协理)
参考文献
[1]M. L. Wang, R. Y. Chang, C. H. Hsu, Molding Simulation: Theory and Practice, Hanser,2018
[2] Speight,R. G.等人。
[3]Computer-implemented simulation method and non-transitory computer medium for use in the molding process, and molding system using the same Patent number: 8868389
[4] Guerrier,Patrick,Guido Tosello和Jesper Henri Hentel。


![图1 : 射出成型产品开发新概念[1]](/art/2020/02/041556308110/p1.jpg)